
Koordinatenmessgeräte
Überblick
Bevor die ersten Koordinatenmessgeräte auf den Markt kamen, wurden Messungen optisch mit einem Profilprojektor oder einem Messmikroskop durchgeführt. Dies erforderte sowohl Erfahrung und Geschicklichkeit bei der Bedienung der Instrumente, als auch Zeit für die Durchführung der eigentlichen Messung. Ein Koordinatenmessgerät hingegen, misst Höhe, Breite und Tiefe des Messobjekts mit Hilfe der Bildverarbeitungstechnik. Darüber hinaus können solche Geräte das Messobjekt automatisch messen, die Messdaten aufzeichnen und durch verschiedene Berechnungen spezielle Werte erhalten.
Herkömmliche Koordinatenmessgeräte messen taktil mit einem Messtaster. Es gibt jedoch auch Koordinatenmessgeräte, die berührungslos mit einem Laserverfahren messen. Beide Varianten können in der Regel nur in einem klimatisierten Messraum verwendet werden.
Der Digitale Prüfplatz XM von KEYENCE kann die gleichen Messaufgaben wie ein herkömmliches Koordinatenmessgerät lösen, ist dabei jedoch standortunabhängig. So kann er direkt in der Fertigung, oder im Wareneingang sowie Warenausgang eingesetzt werden. Die kompakte Bauweise ermöglicht es zusätzlich, dass das System auch direkt auf einem mobilen Rollwagen verwendet werden kann.
Aufbau und Anwendungen
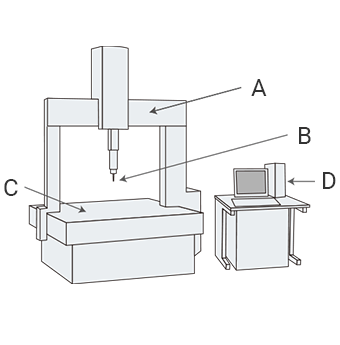
- A
- Bewegliche Brücke
- B
- Auslösetaster
- C
- Objekttisch
- D
- Steuerung
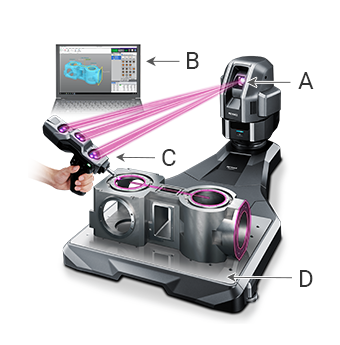
- A
- Hitzebeständige Kamera
- B
- Bedienungsoberfläche
- C
- Flexibler Messtaster
- D
- Verfahrbarer Messtisch
Verwendung eines Koordinatenmessgeräts
| Standard Koordinatenmesssystem | Modellreihe XM | |
|---|---|---|
| 1 | Das Messobjekt muss vor der Messung mindestens 5 Stunden lang im Messlabor liegen, damit es sich an die Raumtemperatur (in der Regel 20°C) anpassen kann. Dadurch werden Fehler durch thermische Ausdehnung vermieden. | Das 3D-Koordinatenmessgerät XM wurde so konzipiert, dass es temperaturunempfindlich ist und direkt in der Fertigung eingesetzt werden kann. Die Betriebsumgebung liegt bei 10 bis 35°C. |
| 2 | Für die richtige Bedienung ist viel Erfahrung notwendig. Nur erfahrene Mitarbeiter können Messprogramme anlegen und bearbeiten. | Der Digitale Prüfplatz XM arbeitet mit Augmented Reality, um den Messprozess intuitiv zu machen. Dafür wird ein virtuelles 3D-Bild mit dem Live-Bild der Messtaster-Kamera kombiniert. Gleichzeitig werden das Bauteil, die Elemente und die Messergebnisse angezeigt. Dadurch lässt sich jederzeit nachvollziehen, was und wo gemessen wird. |
| 3 | Die Messdaten können in einen PC importiert und dort als 3D-CAD-Daten verwendet werden. | Das zu messende Bauteil kann sowohl bei Abstandsmaßen, als auch bei Form- und Lagetoleranzen mit dessen 3D-CAD-Daten verglichen und ausgewertet werden. |
Vorsichtsmaßnahmen bei der Handhabung
| Koordinatenmessgerät | Modellreihe XM |
|---|---|
| Obwohl einige Modelle Messungen in der Größenordnung von 0,1 μm durchführen können, sind die korrekte Verwendung und Verwaltung für die Messgenauigkeit von entscheidender Bedeutung. | Das XM erzielt eine stabile Messgenauigkeit, indem Markierungen horizontal, vertikal und in einem Dreieck in verschiedenen Höhen entlang des Messtasters angeordnet sind. |
| Es sollte sichergestellt werden, dass sich die beweglichen Teile während des Betriebs horizontal und vertikal bewegen. Verwenden Sie auch einen Messstandard oder ein ähnliches Objekt, um auf Anzeigefehler zu prüfen. | Der Digitale Prüfplatz XM verbindet das 3D-Bild mit dem Bild von der Kamera, die am Ende des Messtasters montiert ist und zeigt gleichzeitig das Bauteil, den Elementnamen und die Messergebnisse an. Selbst Bediener, die nie zuvor ein Koordinatenmessgerät verwendet haben, können intuitiv verstehen, an welcher Stelle gemessen wird. |
| Um genaue Messungen durchführen zu können, ist es wichtig, dass sich die Temperatur des Messobjekts im Messlabor an die Raumtemperatur anpassen kann. Alternativ müssen die Messparameter so eingestellt werden, dass sie für jede Temperaturdifferenz korrigiert werden. | Der Digitale Prüfplatz XM ist so konstruiert, dass der Messtaster beim Einsatz auf dem Messtisch direkt auf die Kamera ausgerichtet ist. Zudem besteht das Messtastergehäuse aus ölbeständigem PBT-Kunststoff, sodass auch unter widrigen Umgebungsbedingungen in der Fertigung Messungen durchgeführt werden können. |
| Bei Messtastern ist darauf zu achten, dass der Taster während der Messung mit konstanter Geschwindigkeit auf das Messobjekt trifft. | Solange der Messtaster sich im Bildfeld der Kamera befindet, können die Benutzer die Messrichtung völlig frei wählen. Dies bedeutet auch, dass keine Notwendigkeit besteht, für andere Messbereiche den Taststift zu wechseln oder nach einer Änderung zu kalibrieren. |
| Das Kalibrierintervall für Koordinatenmessgeräte beträgt 6 Monate bis 2 Jahre. | Eine Kalibriervorrichtung wird für den Taststift mitgeliefert, so kann der Taststift eigenständig kalibriert werden. |
Alle Vorteile von unserem Koordinatenmessgerät XM
- Einfache und intuitive Bedienung
- Kompakte und robuste Bauweise
- Vergleich mit 3D-CAD-Daten
- Drehbarer Messtisch
- Automatische Erstellung von Prüfberichten
Jetzt Broschüre herunterladen


