
Optische Koordinatenmesssysteme
Überblick
Optische Koordinatenmesssysteme gehören zu den berührungslosen Messgeräten. Diese Art von Messgeräten wird auch als CNC-Bildmessmaschine bezeichnet, wobei hier die Abkürzung „CNC“ für Computer Numerical Control steht. Optische Koordinatenmesssysteme verwenden spezielle Bildverarbeitungstechnologien, um automatische Messungen durchzuführen, die sowohl schnell als auch hochgenau sind. Sie erfassen mit ihrer integrierten Durchlicht- und Auflichtbeleuchtung Maße wie geometrische Formabweichungen und Lagetoleranzen. Maße können hierbei nicht nur in XY-Richtung abgenommen werden, sondern auch Z-Koordinaten können über den Fokuspunkt errechnet werden.
Im Zuge der fortschreitenden Entwicklung der Fertigungsautomation ist es wichtig, Messungen zeit- und produktionsnah durchzuführen. Ein Koordinatenmesssystem lässt sich jedoch nur aus einem Messlabor bedienen und so kann die Prüfung der Bauteile mehr Zeit in Anspruch nehmen. Mit der Modellreihe LM von KEYENCE lassen sich nicht nur µm genau 99 Maße an einem Bauteil abnehmen, durch seine kompakte Bauweise kann die Messung direkt in der Fertigung stattfinden.
Aufbau und Anwendungen
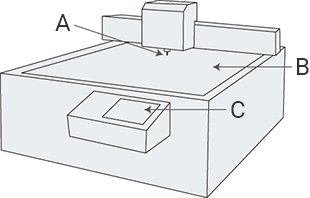
- A
- CCD-Kamera
- B
- Messtisch
- C
- Control-Panel

- A
- Digitaler Bildschirm
- B
- Beidseitig telezentrisches Objektiv
- C
- Hochpräziser schwingungsarmer Messtisch
- D
- Knopf zum Ausführen der Messung
Verwendung eines optischen Koordinatenmesssystems
| Standard optisches Koordinatenmesssystem | Modellreihe LM | |
|---|---|---|
| 1 | Lassen Sie das Messobjekt vor der Messung mindestens 5 Stunden lang im Messlabor, damit es sich an die Raumtemperatur (in der Regel 20°C) anpassen kann. Dadurch werden Fehler durch thermische Ausdehnung vermieden. | Objekt auflegen und Knopf drücken |
| 2 | Platzieren Sie das Messobjekt auf dem Tisch und scannen Sie es, um ein Bild aufzunehmen, das zur Erkennung der Kanten verwendet wird. | Das programmierbare Auflicht umfasst eine ganze Reihe von Beleuchtungsfunktionen. Dadurch wird die Arbeitseffizienz gesteigert, da keine unterschiedlichen Beleuchtungssysteme für den entsprechenden gemessenen Punkt verwendet werden müssen. |
| 3 | Einige Modelle können auch Hilfsmessungen mit Laserlicht oder einem Messtaster durchführen. | Mit dem neu entwickelten beidseitig telezentrischen Objektiv können auch kleinste Kanten klar erkannt werden. Dies ermöglicht eine einfache Durchführung hochpräziser Messungen. |
| 4 | Die Messwerte können dann als verschiedene Arten von CAD-Daten ausgegeben werden. | Die für die Messungen erforderlichen Parameter können aus CAD-Zeichnungsdaten im DXF-Format importiert werden. So kann das Messprogramm für eine Messung erstellt werden, auch wenn gerade kein Messobjekt zur Hand ist. |
Vorsichtsmaßnahmen bei der Handhabung
| Optisches Koordinatenmesssystem | Modellreihe LM |
|---|---|
| Verwenden Sie eine Kalibrierungstabelle, um die Autofokusgenauigkeit und andere Leistungsfaktoren regelmäßig zu überprüfen. | Ein Messtisch-Kalibriermaßstab wird mit eigenem Kalibrierzertifikat geliefert, welcher dazu dient die Messtischposition in regelmäßigen Abständen eigenständig zu kalibrieren. |
Alle Vorteile von unserem optischen Koordinatenmesssystem LM
Einfachere Bedienung und höhere Genauigkeit
- Schnelle Bilderfassung des gesamten Bauteils auf dem Messtisch
- Verschiedene Beleuchtungen für stabile Kantenerkennung
- Hochpräzise Messungen dank innovativem Führungssystem
- Genaue Fokussierung unabhängig vom Bediener
- Großer schwingungsarmer Messtisch für Hochgeschwindigkeitsmessungen
- Berührungslose Höhenmessung
Jetzt Broschüre herunterladen


