
Stichprobenprüfungen
Auf Produktionslinien werden zwei Arten von Qualitätskontrollen durchgeführt: 100%-Kontrolle und Stichprobenprüfung. Die Prüfung jedes einzelnen Teils, das in großen Mengen zu geringen Kosten produziert wird, wie z. B. Muttern und Schrauben, Glühbirnen und elektronische Teile, kann den Arbeitsaufwand und die Kosten dramatisch erhöhen, was diesen Ansatz weder wirtschaftlich noch realistisch macht. Eine 100%-Kontrolle ist auch dann nicht praktikabel, wenn die Prüfung das Produkt zerstören könnte. Daher werden 100%-Kontrollen in der Regel für lebenserhaltende Produkte, teure Produkte und Produkte, die bei der Prüfung nicht verbraucht oder beschädigt werden, eingesetzt. Das bedeutet, dass eine Vielzahl von Produkten in unterschiedlichen Prozessen stichprobenartig geprüft wird.
- Merkmale der Stichprobenprüfung
- Stichprobenprüfung und Produktionsprozesse
- Schemata der Stichprobenprüfung
- Ermitteln des Stichprobenumfangs für eine Stichprobenprüfung mit Anpassung
- Verwendung der Stichprobenprüfung, um die Freigabe fehlerhafter Produkte zu verhindern
Merkmale der Stichprobenprüfung
Bei der Stichprobenprüfung werden aus einem Prüfobjektlos (Prüflos) Proben zur Untersuchung entnommen, um die Abnahmefähigkeit des Loses gemäß den Qualitätsstandards des Loses zu bestimmen. Durch die geringe Anzahl der zu prüfenden Teile im Vergleich zur 100%-Kontrolle können Hersteller Prüfkosten und Zeit sparen. Die Stichprobenprüfung ermöglicht auch die Prüfung einer Reihe von Prüfpunkten, die sonst bei einer 100%-Kontrolle nicht geprüft werden können.
Stichprobenkontrollen garantieren jedoch nicht die Qualität aller hergestellten Produkte. Daher benötigen Stichprobenprüfungen ein System, das die Inspektionskosten senkt und gleichzeitig den Nutzen für Hersteller und Verbraucher berücksichtigt, während das Risiko von Fehlern reduziert wird, um eine gleichbleibend hohe Qualität zu gewährleisten. Das bedeutet, dass das Prüfschema und die Festlegung des geeigneten Stichprobenumfangs für den Fertigungsprozess sehr wichtig sind.
Stichprobenprüfung und Produktionsprozesse
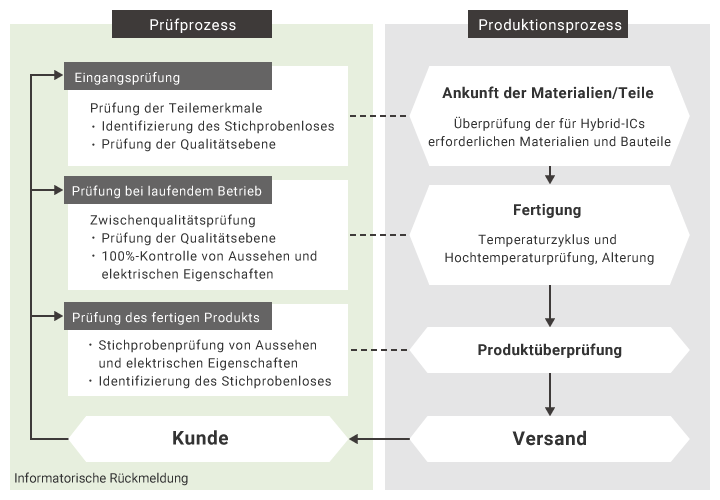
Das folgende Diagramm zeigt den Zusammenhang der Produktions- und Prüfprozesse für elektronische Bauteile. Wie hier gezeigt, sind der Produktions- und Prüfprozess von der Annahme über die Fertigung bis hin zum Versand eng aufeinander abgestimmt. In jedem Teilprozess werden verschiedene Stichproben und 100%-Kontrollen durchgeführt.
Schemata der Stichprobenprüfung
Stichprobenprüfungen können in mehrere Gruppen eingeteilt werden, basierend auf dem Ort, an dem die Inspektion stattfindet, dem Zweck der Inspektion, den Merkmalen und der Methode. Neben der orts- bzw. zweckbezogenen Kategorisierung, wie z. B. Wareneingangs-, Versand- und Auslieferungsprüfung, können Stichprobenprüfungen auch nach den gehandhabten Produkten unterschieden werden, wie z. B. Fertigproduktprüfung, Halbfertigproduktprüfung, Teileprüfung und Materialprüfung. In diesem Abschnitt werden die gebräuchlichsten Klassifizierungen für Stichprobenprüfungen und Prüfschemata vorgestellt.
Klassifizierung nach Prüfschema
- Losweise Stichprobenprüfung
- Kontrollierte Stichprobenprüfung
Bei der losweisen Stichprobenprüfung wird aus dem Los von Produkten, die mit den gleichen Materialien und Geräten hergestellt wurden, eine festgelegte Anzahl von Proben zur Prüfung entnommen. Das Ergebnis der Qualitätsprüfung der Proben bestimmt, ob die Qualität dieses Loses akzeptabel ist oder nicht. Im Allgemeinen bezeichnet die Stichprobenprüfung diese Art der losweisen Prüfung.
Bei der kontrollierten Stichprobenprüfung wird eine kleine Anzahl von Produkten aus verschiedenen Teilen des Fertigungsprozesses zur Prüfung entnommen, um die Bedingungen des Prozesses zu kontrollieren. Diese Inspektion dient der Überprüfung der Bedingungen eines Prozesses und wird auch als Prozessinspektion oder Stichprobenkontrolle bezeichnet. Sie wird für eine bestimmte Managementanforderung durchgeführt, z. B. zur Erstellung eines Managementdiagramms zur Verwendung in der Qualitätskontrolle oder zur Erfassung von Daten für die Zykluszeituntersuchung. Während sich andere Stichprobenprüfungen auf die Produkte konzentrieren, werden bei der kontrollierten Stichprobenprüfung Maschinen, Anlagen, Bediener oder Betriebsmethoden untersucht. Dies hilft bei der frühzeitigen Entdeckung und Korrektur von Problemen im Betrieb, bei Geräten oder Systemen. Daher werden bei einer kontrollierten Stichprobenprüfung in der Regel nicht so viele Proben benötigt wie bei anderen Stichprobenprüfungen.
Klassifizierung nach Akzeptanzstufenbestimmung
- Stichprobenprüfung auf Basis von Betriebsmerkmalen
- Stichprobenprüfung mit Anpassung
- Korrigierende Prüfung
- Stichprobenprüfung bei kontinuierlicher Produktion
Die Stichprobenprüfung auf der Grundlage von Betriebsmerkmalen ist ein Prüfplan, der den Schutz des Herstellers und die Garantie für die Abnehmer definiert und auch die Anforderungen des Herstellers und der Abnehmer erfüllt. Für den Hersteller bietet dieser Stichprobenplan Schutz, indem er einen bestimmten kleinen Wert als Prozentsatz der fälschlicherweise abgelehnten Lose guter Qualität festlegt (Risiko des Herstellers). Andererseits bietet dieser Stichprobenplan den Käufern Sicherheit, indem ein bestimmter kleiner Wert als Prozentsatz der fälschlicherweise angenommenen minderwertigen Lose festgelegt wird (Risiko des Verbrauchers). Als Grundregel werden das Risiko des Herstellers und des Verbrauchers auf 5% bzw. 10% gesetzt, was auf einer OC-Kurve zu beobachten ist.
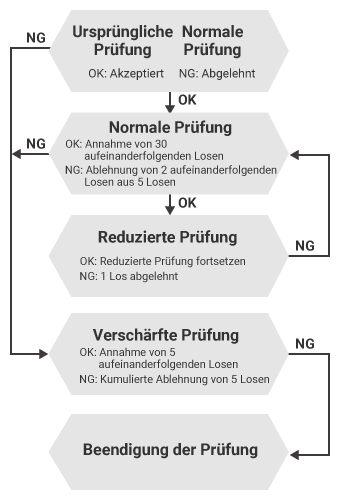
Die Stichprobenprüfung mit Anpassung passt die Qualitätsgarantie gegenüber den Einkäufern an, indem sie die Stichprobenprüfung auf der Grundlage der Qualitätsaufzeichnungen der vergangenen Prüfungen reduziert oder verschärft. Die Stichprobenprüfung mit Anpassung kann nach AQL oder LQ indiziert sein oder als Skip-Lot-Prüfplan durchgeführt werden. Das Stichprobenverfahren für die Prüfung mit Anpassung ist in ISO 2859-1, ISO 2859-2 und ISO 2859-3 definiert.
Bei einer korrigierenden Prüfung wird ein Los, das bei einer Stichprobenprüfung abgelehnt wurde, einer 100%-Kontrolle unterzogen. Aus diesem Grund ist dieses Schema nicht auf Produkte anwendbar, die nicht für eine 100%-Kontrolle geeignet sind.
Die Stichprobenprüfung für die kontinuierliche Produktion ist ein Prüfschema, bei dem Produkte sequenziell geprüft werden, die kontinuierlich und nicht losweise hergestellt werden. Der Stichprobenprüfplan kann so aussehen, dass man mit einer 100%-Kontrolle beginnt und dann nach einer bestimmten Anzahl aufeinander folgender konformer Produkte zur Stichprobenprüfung übergeht. Wenn eine Nichtkonformität festgestellt wird, kehrt der Prüfmodus zur 100%-Kontrolle zurück.
Klassifizierung nach Stichprobenplan
- Einzelne Stichprobenprüfung
- Doppelte Stichprobenprüfung
- Mehrfache Stichprobenprüfung
- Sequenzielle Stichprobenprüfung
Bei der einmaligen Stichprobenprüfung wird die Abnahmefähigkeit eines Loses anhand des Ergebnisses einer Stichprobenprüfung ermittelt.
Bei der doppelten Stichprobenprüfung wird die Abnahmefähigkeit eines Loses anhand des Ergebnisses einer zweiten Stichprobenprüfung ermittelt, wenn anhand des Ergebnisses der ersten Prüfung unklar ist, ob das Los angenommen oder abgelehnt wird.
Bei der Mehrfachen Stichprobenprüfung wird eine erhöhte Anzahl von Probenahmen im Vergleich zu einem doppelten Stichprobenprüfschema verwendet. Es wird jedes Mal eine bestimmte Anzahl von Artikeln abgetastet und das Ergebnis mit dem vorgegebenen Standard verglichen. Dieser Prüfmodus bestimmt die Annahme oder Ablehnung durch die festgelegte Prüfanzahl, wobei die Ergebnisse in akzeptabel, nicht akzeptabel und unsicher sortiert werden.
Bei der sequenziellen Stichprobenprüfung wird die Abnahmefähigkeit in einem mehrfachen Stichprobenprüfschema näher bestimmt. Die Stichprobenprüfung kann auf eine der beiden folgenden Arten durchgeführt werden: individuelle Stichprobenprüfung, bei der ein einzelnes Element beprobt wird, und gruppierte Stichprobenprüfung, bei der eine feste Anzahl von Elementen auf einmal beprobt wird.
Ermitteln des Stichprobenumfangs für eine Stichprobenprüfung mit Anpassung
Bei der Stichprobenprüfung mit Anpassung gibt es drei verschiedene Möglichkeiten, den Stichprobenumfang zu ermitteln:
- AQL-Indizierung
- LQ-Indizierung (Grenzwertqualität)
- Überspringen von Losen
- AQL-Indizierung
- AQL ist eine Abkürzung für Acceptance Quality Limit (annehmbare Qualitätsgrenze). Sie ist die Obergrenze für die Annahme von Produkten bei einer Stichprobenprüfung und ist ein häufig verwendeter Prüfstandard für Stichprobenprüfungen. Wenn bei einer AQL-indizierten Stichprobenprüfung die Qualität der Produkte aus einem Prozess, bei dem die Proben entnommen werden, nicht unter den AQL fällt, sind diese Produkte wahrscheinlich akzeptabel.
- LQ-Indizierung und Überspringen von Losen
- Die LQ-Indizierung und das Überspringen von Losen unterscheiden sich von der AQL-Indizierung durch den Index, der für die Bestimmung des Qualitätsniveaus verwendet wird, sowie durch den Stichprobenansatz. Bei der LQ-indizierten Stichprobenprüfung wird beispielsweise die Grenzqualität (LQ) als Index verwendet. Bei einer Stichprobenprüfung, bei der Lose übersprungen werden, werden einige aufeinanderfolgende Lose ohne Prüfung als akzeptabel eingestuft, vorausgesetzt, eine bestimmte Anzahl von Losen hat den Standard erfüllt.
In diesem Abschnitt werden die Grundlagen der nach AQL indizierten Stichprobenpläne erläutert, die das gebräuchlichste Schema für Stichprobeninspektionen darstellen. Diese Prüfart verwendet einen in der ISO 2859-1 definierten Stichprobenplan und prüft zunächst den Probenbuchstaben und bestimmt dann den Stichprobenumfang. Anhand dieses Verfahrens können Sie nachvollziehen, wie der Prüfstandard und die Strenge ausgewählt werden, wie der Stichprobenumfang bestimmt wird und wie die akzeptablen und zurückgewiesenen Zahlen überprüft werden.
Prüfen des Probenbuchstabens
Die Anzahl der aus einem Los zu entnehmenden Proben wird durch einen alphabetischen Code, den so genannten Probenbuchstaben, angegeben, der in Abhängigkeit von Losgröße und Prüfniveau wie in der folgenden Tabelle angegeben festgelegt wird (ISO 2859-1).
| Losgröße | Spezielle Prüfniveaus | Allgemeine Prüfniveaus | |||||
|---|---|---|---|---|---|---|---|
| S-1 | S-2 | S-3 | S-4 | I | II | III | |
| 2 bis 8 | A | A | A | A | A | A | B |
| 9 bis 15 | A | A | A | A | A | B | C |
| 16 bis 25 | A | A | B | B | B | C | D |
| 26 bis 50 | A | B | B | C | C | D | E |
| 51 bis 90 | B | B | C | C | C | E | F |
| 91 bis 150 | B | B | C | D | D | F | G |
| 151 bis 280 | B | C | D | E | E | G | H |
| 281 bis 500 | B | C | D | E | F | H | J |
| 501 bis 1200 | C | C | E | F | G | J | K |
| 1201 bis 3200 | C | D | E | G | H | K | L |
| 3201 bis 10000 | C | D | F | G | J | L | M |
| 10001 bis 35000 | C | D | F | H | K | M | N |
| 35001 bis 150000 | D | E | G | J | L | N | P |
| 150001 bis 500000 | D | E | G | J | M | P | Q |
| 500001 und mehr | D | E | H | K | N | Q | R |
Der Probenbuchstabe ist ein Code, der den Stichprobenumfang angibt, der aus Gründen der Zweckmäßigkeit bei der Betrachtung des Stichprobenprüfschemas verwendet wird. Die Stichprobengröße wird auf der Grundlage dieses Buchstabens ermittelt.
Für das Prüfniveau wird „Allgemeines Prüfniveau II“ gewählt, solange es kein Problem mit dem Prozess gibt. Wählen Sie bei Losgröße die Losgröße des Prüfobjekts. Der Probenbuchstabe wird in Abhängigkeit vom Prüfniveau und der Losgröße ermittelt.
Bei einer Losgröße von 2000 und einem allgemeinen Prüfniveau von II ergibt sich beispielsweise der Probenbuchstabe K.
Bestimmen der Stichprobengröße
Verwenden Sie den Probenbuchstaben, um die Stichprobengröße zu bestimmen. Die Strenge der Prüfung wird durch die Stichprobengröße bestimmt. Die Prüfstrenge wird in folgende Stufen eingeteilt:
- Normale Prüfung
- Reduzierte Prüfung
- Verschärfte Prüfung
Wählen Sie zunächst, basierend auf den Bedingungen des aktuellen Prozesses, eine der drei oben genannten Prüfstrengegrade aus. Beachten Sie dann die Stichprobenpläne (Mastertabelle) für die gewählte Stufe.
Diese Tabelle ist für jede Kombination von Prüfstrenge und Stichprobenplan definiert. Die normale Prüfung wird in der Regel verwendet, wenn kein Problem im Prozess vorhanden ist. Wenn es sich bei dem Prüfschema z. B. um einen einzelnen Stichprobenplan für die normale Prüfung handelt, orientieren Sie sich an der folgenden, von der ISO vorgegebenen Tabelle:
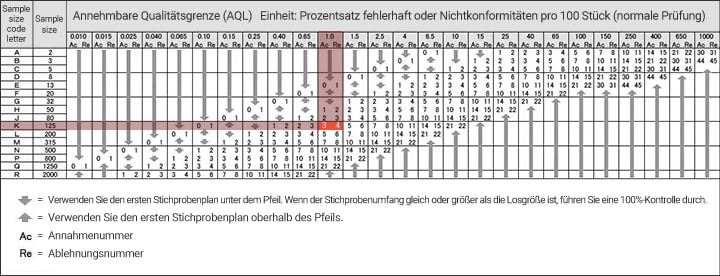
Für das Beispiel unter „Prüfen des Probenbuchstabens“ ist der Probenbuchstabe K und die Stichprobengröße beträgt 125 Einheiten. Wenn der Prozentsatz der Nichtkonformität 1,0% beträgt, ist die Annahmestichprobe (As) 3 und die Ablehnungsstichprobe (Rs) 4. Dies bedeutet, dass das Los akzeptiert wird, wenn es drei oder weniger fehlerhafte Artikel enthält. Das gleiche Los wird nicht akzeptiert, wenn bei dieser Prüfung vier oder mehr nicht-konforme Artikel vorhanden sind.
Vorkehrungen zur Bestimmung der Losgröße
Bei der Stichprobenprüfung werden aus den hergestellten Produkten ausgewählte Proben einer Prüfung unterzogen. Die Produkte werden losweise geprüft, und die Prüfergebnisse der einzelnen Lose werden als wertvolle Information genutzt, die den Trend der Änderungen im Prozess in der kontinuierlichen Produktion aufzeigt. Deshalb ist es notwendig, die Inspektionen so schnell wie möglich abzuschließen und die Ergebnisse als Rückmeldung an die Fertigung zu geben.
Wie ein Los definiert wird, ist je nach Unternehmen unterschiedlich. Die Definition des Loses beeinflusst die Anzahl der Proben. Wenn die Losgröße klein ist, werden häufig Proben entnommen, was die Inspektionen mühsam machen kann. Wenn die Losgröße groß ist, kann es zu einem potenziellen Problem führen, dass mehr Produkte von der Auslieferung ausgeschlossen werden, falls ein Qualitätsproblem auftritt. Daher ist es notwendig, bei der Wahl einer geeigneten Losgröße Ober- und Untergrenzen festzulegen. Die Losgröße muss außerdem aus Produkten bestehen, die unter den gleichen Bedingungen hergestellt wurden, was auf einem guten Verständnis des Betriebszustands des Produktionsprozesses beruhen sollte.
Verwendung der Stichprobenprüfung, um die Freigabe fehlerhafter Produkte zu verhindern
Um zu verhindern, dass fehlerhafte Produkte die Inspektionen passieren, müssen die Akzeptanz- und Ablehnungsraten des aktuellen Prüfschemas geklärt werden. Die Betriebskennlinie (operating characteristic, OC) ist eine Kurve, die diese Raten visualisiert. Diese auch als Prüfkennlinie bezeichnete Kurve unterscheidet sich je nach Prüfschema und -niveau und dient zur Bestimmung der Losgröße und der Stichprobengröße für eine Stichprobenprüfung.
Eine OC-Kurve platziert die Annahmequote des Loses auf der vertikalen Achse und die Ausschussquote des Produktes auf der horizontalen Achse. Als Ergebnis der Stichprobenprüfung erhöht eine niedrigere Fehlerquote die Annahmequote, während eine höhere Fehlerquote die Annahmequote senkt. Das Diagramm zeichnet eine sanfte Kurve, die von links oben nach rechts unten verläuft.
In diesem Abschnitt werden die Grundlagen erläutert, wie eine OC-Kurve interpretiert wird und wie eine OC-Kurve verhindern kann, dass Nichtkonformitäten auf den Markt gelangen.
Was eine OC-Kurve zeigen kann
Hier wird eine Stichproben-OC-Kurve für einen Fall verwendet, bei dem eine Stichprobenprüfung, die an 10 aus 1000 Produkten entnommenen Stichproben durchgeführt wird, dieses Los bestehen lassen wird, wenn es nicht mehr als ein fehlerhaftes Produkt gibt (1% Ablehnungsrate).
Als Ergebnis der Inspektion können verschiedene Muster betrachtet werden, die von allen Proben, die nicht konform sind, bis zu allen Proben, die in Ordnung sind, reichen. Das folgende Diagramm zeigt die OC-Kurve, die diese Beziehung darstellt.
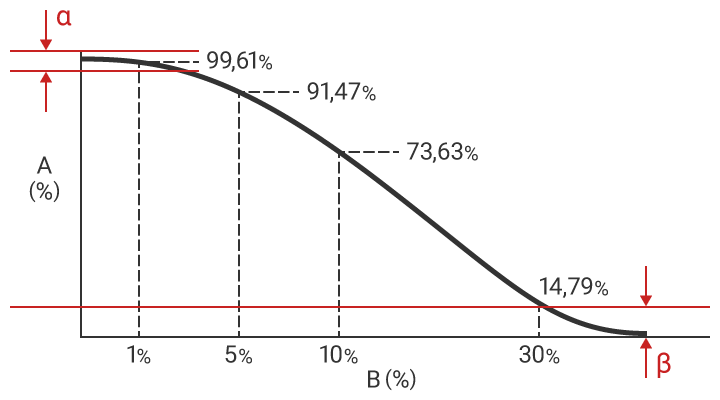
- A
- Annahmerate
- B
- Ablehnungsrate des Loses
- α
- Risiko des Herstellers
- β
- Risiko des Verbrauchers
Aus dieser OC-Kurve können Sie die folgenden Merkmale des Prüfschemas ersehen:
- Die Wahrscheinlichkeit, dass ein Los mit einer Ablehnungsrate von 1% diese Prüfung besteht, beträgt 99,61%.
- Die Wahrscheinlichkeit, dass ein Los mit einer Ablehnungsrate von 5% diese Prüfung besteht, beträgt 91,47%.
- Die Wahrscheinlichkeit, dass ein Los mit einer Ablehnungsrate von 10% diese Prüfung besteht, beträgt 73,63%.
- Die Wahrscheinlichkeit, dass ein Los mit einer Ablehnungsrate von 30% diese Prüfung besteht, beträgt 14,79%.
Bemerkenswert ist hier, dass 14,79% der Lose mit einer Ablehnungsrate von 30% die Prüfung bestehen werden. Andererseits besteht auch die Möglichkeit, dass Lose, die eigentlich bestehen müssten, abgelehnt werden. Als Antwort auf diese Problematik legt die ISO ein 5%iges Herstellerrisiko (α: Wahrscheinlichkeit der Zurückweisung eines Loses mit einem Anteil fehlerhafter Einheiten, der unter dem akzeptablen Qualitätsniveau liegt) und ein 10%iges Verbraucherrisiko (β: Wahrscheinlichkeit der Annahme eines Loses mit einem Anteil fehlerhafter Einheiten, der über dem akzeptablen Qualitätsniveau liegt) fest.
Ermitteln der optimalen Stichprobengröße aus einer OC-Kurve
Solange nur die Produkte der Stichprobe tatsächlich geprüft werden, besteht immer die Möglichkeit, dass nicht konforme Lose ausgeliefert werden. Es ist jedoch möglich, die Wahrscheinlichkeit zu verringern, dass nicht konforme Lose ausgeliefert werden.
Eine Erhöhung des Stichprobenumfangs bei gleichbleibender Annahme- und Ablehnungsquote kann dazu beitragen, das Risiko zu minimieren, dass fehlerhafte Lose ausgeliefert werden. Wenn Sie z. B. die Prüfmenge auf 20 erhöhen, verringert sich die Wahrscheinlichkeit, dass dieses Los mit einer Ablehnungsrate von 30% die Prüfung besteht, auf 3,41%. Nachfolgend ist eine OC-Kurve für einen Fall dargestellt, bei dem die Prüfmenge auf 20 erhöht wird.
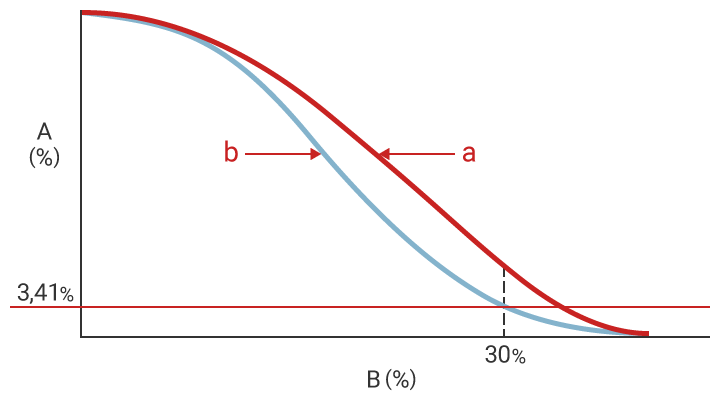
- A
- Annahmerate
- B
- Ablehnungsrate des Loses
- a
- Prüfung mit 10 Proben
- b
- Prüfung mit 20 Proben
Wie Sie hier sehen können, kann eine Erhöhung der Anzahl der Proben die Qualität der Versandlose verbessern. Ein größerer Stichprobenumfang erhöht jedoch auch die Prüfzeit. Eine Erhöhung des Stichprobenumfangs ist besonders dann schwierig, wenn die Produkte während der Inspektion zerstört werden können.
Während die optimale Stichprobengröße durch die wirtschaftliche Inspektionsarbeitszeit und die gewünschte Qualität bestimmt wird, ist die OC-Kurve ein Werkzeug, das ein Gleichgewicht zwischen diesen beiden Faktoren darstellt.
Die Mathematik der OC-Kurven
Warum nimmt die OC-Kurve diese Form an?
Wenn die Ablehnungsrate 0 ist und ein Los die Prüfung bestehen kann, wenn seine Annahmequote kleiner als seine Ablehnungsrate ist (und durchfällt, wenn die Annahmequote größer ist), bleibt kein Raum für eine Freigabe von Nichtkonformitäten auf dem Markt. Der einzige Weg, dies zu erreichen, ist die Implementierung einer 100%-Kontrolle.
Die Stichprobenprüfung ist einfach ein Mittel, um mit Hilfe der Wahrscheinlichkeit zu verhindern, dass nicht konforme Produkte ausgeliefert werden. Sie erlaubt uns, einen Weg zur Minimierung von Nichtkonformitäten auf dem Markt zu finden.
Die Wahrscheinlichkeit P(r), dass n Proben r fehlerhafte Produkte enthalten, kann wie folgt berechnet werden:

Bei einer Binomialverteilung ist die Wahrscheinlichkeit P(≦r), dass die Anzahl der fehlerhaften Produkte r oder weniger beträgt:

Wenn Sie hier feste Werte für n und r haben, ist P(≦r) eine Funktion von p (Annahmerate), dann haben Sie P(p) anstelle von P(≦r), und die durch diese Funktion gezeichnete Kurve ist die OC-Kurve.
- Messungen gruppiert nach ProzessschrittZwischenprüfungen
- Messungen gruppiert nach ProzessschrittEndkontrolle
-

„Eliminieren Sie die Subjektivität zwischen den Bedienern“ Digitaler Messprojektor der Modellreihe IM-X1000
Automatisches Messen eines Teils auf Knopfdruck.
Erfahren Sie mehr -

„Keine komplexe CNC-Programmierung“ Der Digitale Prüfplatz der Modellreihe XM
Überbrückung der Lücke zwischen Handmessgeräten und Koordinatenmesssystemen.
Erfahren Sie mehr

