Profilometer
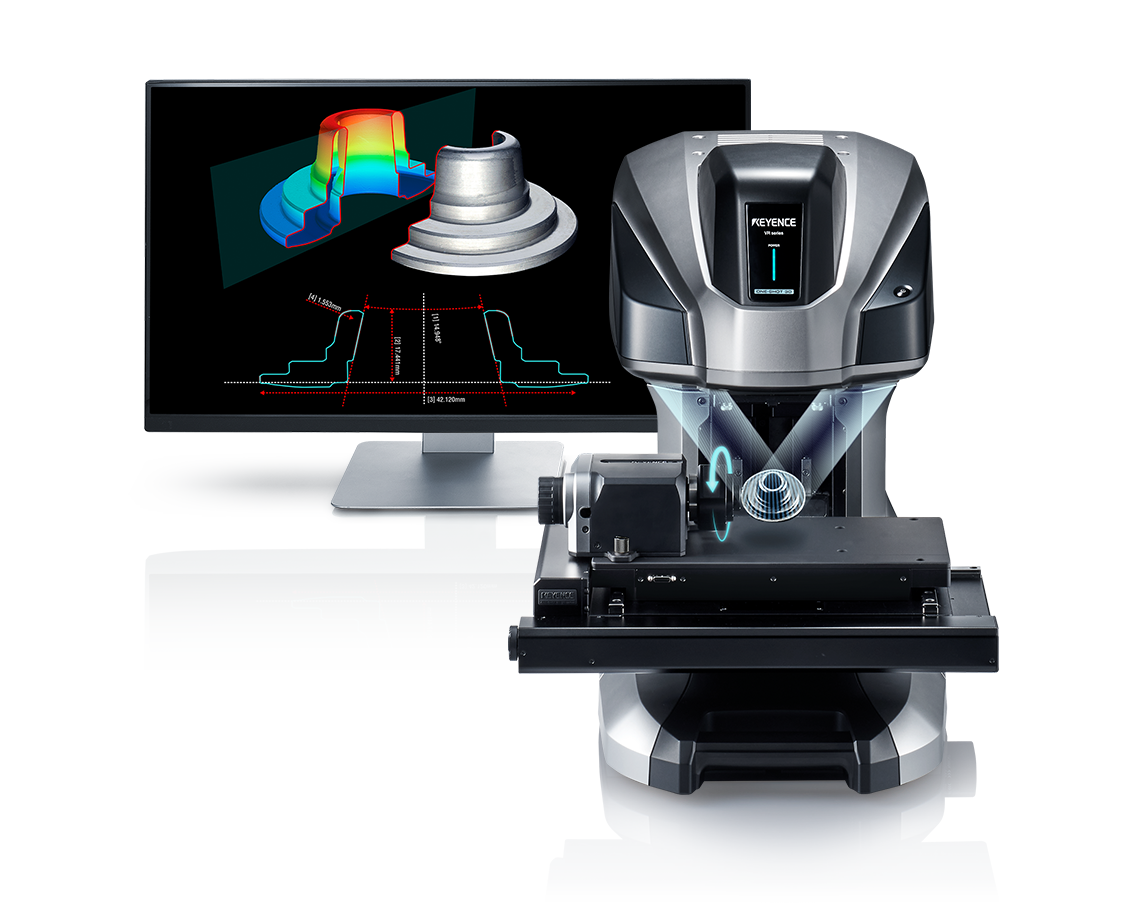
Das 3D-Profilometer ist ein schnelles, hochpräzises Profilmesssystem, welches Oberflächen optisch in nur einer Sekunde erfasst. Die Modellreihe VR verfügt über Funktionen z.B. die automatische Breiten- und Höhenerkennung eines Messobjekts. Ein einziger Klick genügt und es kann eine Messfläche von 300 mm x 150 mm x 70 mm in 3D erfasst werden. Anschließend können Kontur-, Ebenheits-, Rauheitsmessungen u.v.m. durchgeführt werden.
Produktpalette

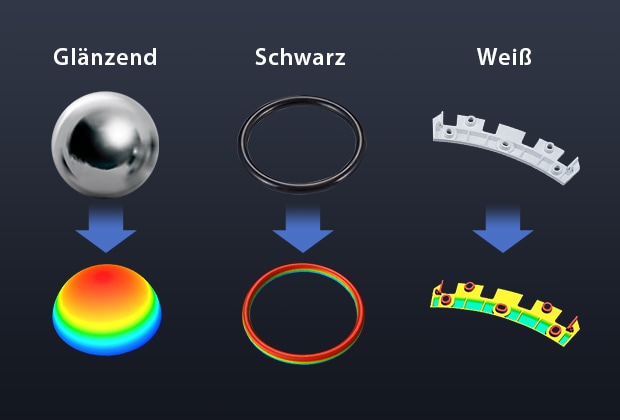
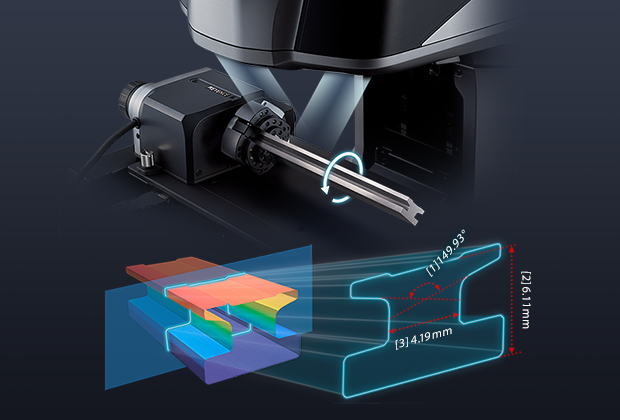
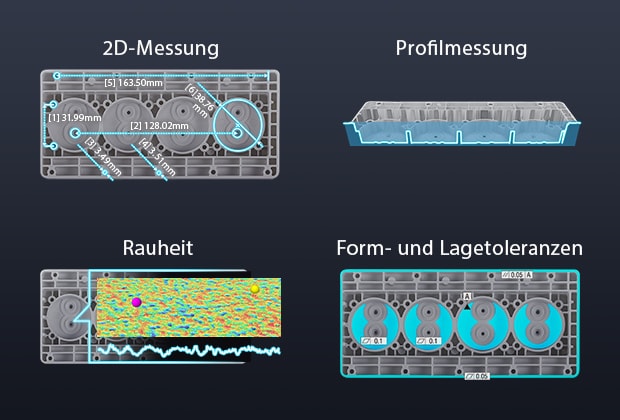
Das 3D-Profilometer der Modellreihe VR-6000 ist ein schnelles, hochpräzises 3D-Profilmesssystem, welches Oberflächen optisch innerhalb einer Sekunde mit einer Auflösung von 0,1 µm erfasst. Selbst matte sowie glänzende Oberflächen können dank des HDR-Erfassungsalgorithmus erfasst werden. Anschließend können u.a. Kontur-, Ebenheits-, Rauheitsmessung, Form- und Lagetoleranzen u.v.m. durchgeführt werden. Des Weiteren verfügt das 3D-Profilometer Funktionen wie beispielsweise die automatische Breiten- und Höhenerkennung eines Messobjekts. Ein einziger Klick genügt und es kann eine Messfläche von 300 mm x 150 mm x 70 mm in 3D erfasst werden. Die motorisierte Rotationseinheit hingegen ermöglicht eine Erfassung des gesamten Messobjekts, sodass keine toten Winkel entstehen. Zusätzlich wird dabei die Querschnittsform präzise reproduziert. Wandstärken wie auch Abmessungen von Flächen sind ab sofort ohne Vorbereitung darstellbar und können im Nachhinein einfach und präzise gemessen werden.
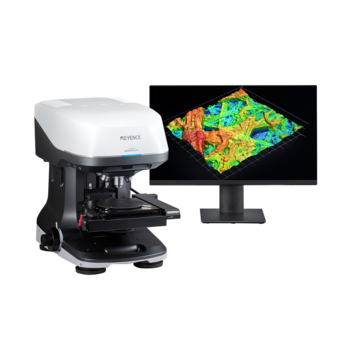
Das 3D Laserscanning-Mikroskop der Modellreihe VK-X4000 vereint drei Messverfahren in einem System: konfokaler Laser, Weißlichtinterferometrie und Fokusvariation. Damit lassen sich hochpräzise Messungen und Analysen verschiedener Messobjekte durchführen. Es liefert schnelle, hochpräzise und großflächige Messungen, selbst auf herausfordernden Oberflächen wie hochglänzenden und transparenten Materialien. Die Modellreihe VK-X4000 bietet außerdem eine neu entwickelte, automatische Multi-Punkt-Messung, mit der Messungen mehrerer Positionen und Messobjekte schnell automatisiert werden können. Durch den geringeren Zeitaufwand sowie einfache Bedienbarkeit optimiert die Modellreihe VK-X4000 die Objektivität, Effizienz und Zuverlässigkeit.

Ein Profilometer/Rauheitsmessgerät ist ein Messgerät, das zur Erfassung von 2D- oder 3D-Daten eines Messobjekts verwendet wird, um Rauheiten, Ebenheiten oder weitere notwendige 2D- oder 3D-Maße zu messen. Teilweise werden die Begriffe "Profilometer" und "Rauheitsmessgerät" synonym verwendet. Diese Geräte lassen sich dennoch in zwei Gruppen unterteilen: taktile Systeme und optische Systeme.
Taktile Systeme fahren physisch mit einem Messtaster über die Oberfläche des Messobjekts, um 2D-Liniendaten zu erfassen, während optische Systeme Licht auf das Messobjekt projizieren und so 3D-Daten der Oberfläche erfassen.
Vorteile von optischen Systemen
Bisher wurden konventionelle, taktile Systeme für Profil- und Rauheitsmessungen eingesetzt. In den letzten Jahren werden zunehmend optische Systeme von Unternehmen eingesetzt, um Einschränkungen der taktilen System zu überwinden, wie beispielsweise die begrenzten Daten (Punkt, Linie).
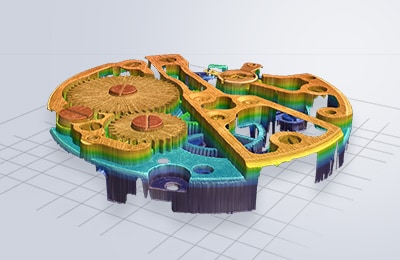
Im Gegensatz zu taktilen Systemen projizieren optische Systeme Licht auf das Messobjekt und sind in der Lage, 3D-Daten über die gesamte Oberfläche zu erfassen. Dadurch können 3D-Messungen, wie beispielsweise Messen der Oberflächenrauheit oder Volumenbestimmung durchgeführt werden.
Da die gesamte Oberfläche des Messobjektes erfasst werden kann, ist es so möglich, den höchsten und niedrigsten Punkt der Fläche zu bestimmen. Außerdem können Bauteile mit komplexen Oberflächenstrukturen, wie z. B. Leiterplatten, gemessen werden, was bei taktilen Systemen schwer möglich ist.
Taktile Systeme fahren physisch mit einem Messtaster über die Oberfläche des Messobjekts. Dadurch kann die Oberfläche verkratzt oder beschädigt und das Messobjekt unbrauchbar werden.
Die Messung viskoser Oberflächen wie beispielsweise Gummi ist schwierig, da der Druck des Messtasters die Oberfläche verformen kann.
Optische Systeme arbeiten berührungslos, wodurch keine Beschädigungen des Messobjekts entstehen. Zusätzlich können viskose Materialien gemessen werden.
Bei taktilen Systemen ist eine Vorbereitung der Probe und des Messtasters notwendig. Das Messobjekt muss in einer Vorrichtung platziert oder anderweitig fixiert werden, um Verschiebungen während des Messvorgangs zu vermeiden. Außerdem muss der Messtaster durch den Benutzer an der gewünschten Stelle platziert werden. Falls die zu prüfende Stelle klein oder schwer erkennbar ist, kann es zu fehlerhaften Messwerten kommen.
Optische Systeme benötigen keine Probenvorbereitung. Eine Fixierung des Messobjekts ist aufgrund der berührungslosen Messung nicht notwendig. Da die vollständigen Daten der Oberfläche aufgenommen werden, kann der Anwender leicht sicherstellen, dass er an der gewünschten Stelle misst. Durch die Verwendung von Vorlagen können auch unterschiedliche Anwender reproduzierbare Messergebnisse erzielen.
Anwendungsbereiche von Profilometern
Automobilindustrie
Mit Profilometern können Ra (arithmetische mittlere Rauheit) und Rz (max. Höhe) der Gleitflächen von Lenkungsteilen anhand einer Linie oder Mehrfachlinien gemessen werden. Ra misst die Glätte von Gleitflächen, Rz die Oberflächenhöhe. Die alleinige Verwendung von Ra könnte dazu führen, dass beispielsweise einzelne Vorsprünge übersehen werden. Daher ist es wichtig, dass Ra und Rz zusammen verwendet werden. Die Analyse von Ra und Rz ermöglicht es Benutzern, Änderungen der Oberflächeneigenschaften zu vergleichen, die durch verschiedene Metallbearbeitungsmethoden entstehen. Darüber hinaus können auch Oberflächenrauheitsparameter zur Analyse herangezogen werden, wie beispielsweise die Analyse von Sa (arithmetisches Mittel der Höhe), Sz (max. Höhe) und Str (Seitenverhältnis der Oberflächeneigenschaften). So kann die Oberfläche nicht nur linien-, sondern auch flächenbasiert bewertet werden.
Die Modellreihe VR erfasst 3D-Daten der Oberfläche in nur einer Sekunde und ist in der Lage, verschiedene Rauheitsparameter zur gleichen Zeit zu berechnen. Das kann zu einer Steigerung der Messeffizienz beitragen.
Elektro- und Elektronikindustrie
Der Sa-Wert (arithmetisches Mittel der Höhe) der Leiterplatten-Kupferfolie beeinflusst maßgeblich die Ausbreitung des Lots beim Löten von elektronischen Bauteilen. Zeigt der Sa-Wert eine hohe Rauheit, wird sich das Lot über eine größere Oberfläche ausbreiten, was eine höhere Wahrscheinlichkeit von Leckagen zur Folge hat. Um die Auswirkungen des Lötens und anderer Prozesse auf die Oberfläche zu untersuchen, kann neben Sa auch Sdr (entwickeltes Grenzflächenverhältnis) der Ätzung auf Kupfer gemessen werden.
Die Modellreihe VR erweitert die Möglichkeiten der Rauheitsmessung, indem nicht nur einzelne Linien, sondern die Oberfläche analysiert werden kann. Dadurch kann die Oberflächenbeschaffenheit besser verstanden werden.
Luft- und Raumfahrtindustrie
Oberflächenrauheits- und Profilmessungen an Motorkomponenten sind kritisch, da jegliche Defekte oder nicht konforme Produkte zu gravierenden Störungen führen können. Bei taktilen Systemen besteht die Gefahr, dass die Oberfläche des Bauteils beschädigt wird oder dass eine Fehlstelle übersehen wird, wenn die Tastspitze nicht in der idealen Position platziert ist.
Die Modellreihe VR wird häufig verwendet, um die Form und Oberflächenrauheit von Motorkomponenten zu quantifizieren, ohne das Messobjekt zu berühren. Spc (arithmetisches Mittel der Spitzenkrümmung) wird oft verwendet, um die Schärfe der Spitzen auf der Oberfläche zu bestimmen. Bei Oberflächen mit schärferen Spitzen ist es wahrscheinlicher, dass kleine Materialmengen abbrechen, wenn sie mit einer anderen Oberfläche in Berührung kommen, was zu Schäden an anderen Komponenten im Motor führen kann. Die Modellreihe VR ist in der Lage, Profil- und Rauheitsprüfungen in nur einer Sekunde durchzuführen, was zu einer verbesserten Qualitätskontrolle beiträgt.
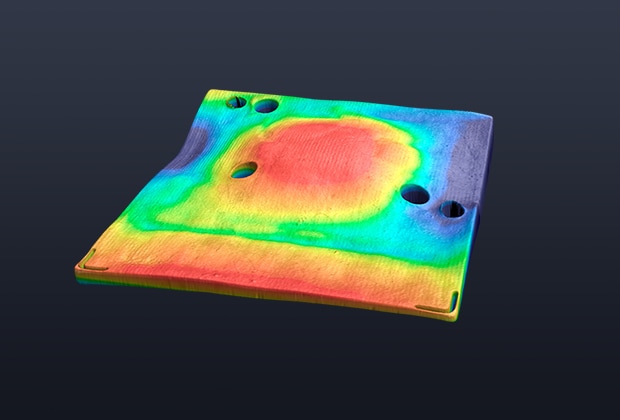
Schnelle Messung von Ebenheit und Verzug
Tiefziehen ist ein Umformverfahren, bei dem unerwartete Verformungen von Materialien aufgrund mechanischer Spannungen auftreten können. Es muss daher darauf geachtet werden, dass Verzug und andere Umformfehler vermieden werden.
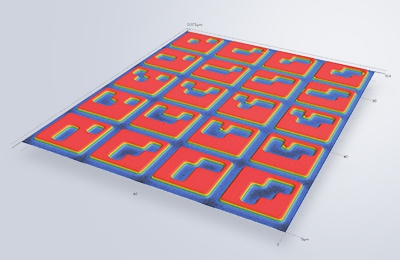
Mit der Modellreihe VR müssen Sie das Messobjekt nur auf dem Objekttisch platzieren und die Messung per Klick starten. Es ist keine Positionierung oder Fixierung erforderlich. Die Oberfläche des Messobjekts wird gemessen und die Oberfläche mit einer farblichen Skalierung dargestellt. Da die Profilmessung an beliebigen Bereichen der Oberfläche möglich ist, kann die Modellreihe VR defekte Bauteile erkennen und Messwerte für defekte Bereiche liefern. Dies kann dazu beitragen, die Ursache von Defekten, die in der Matrize oder den Umformbedingungen liegen können, zu identifizieren und die Justierung zu vereinfachen. Auch der Verzug kann zu Analysezwecken gemessen werden.
Messen des Schaftes und der Gewinde von Schrauben und Bolzen
Der Schaft und das Gewinde von Schrauben und Bolzen sind wichtige Messpunkte, da eine glattere Oberfläche die Dauerfestigkeit verbessern kann.
KEYENCE hat die Modellreihe VR mit dem Schwerpunkt auf Messalgorithmen und Hardware überarbeitet, wodurch Messzeiten von nur einer Sekunde erreicht werden. Der Benutzer kann vielseitige Messungen durchführen, wie z. B. den Radius der Unterkopfkehlnaht und die Gewindesteigung. Dank der automatischen Messung und Vorlagen sind reproduzierbare Ergebnisse bei verschiedenen Benutzern möglich.
Diese Verbesserung in der Effizienz der Messaufgaben führen zu einem höheren Verarbeitungsvolumen und kürzeren Bearbeitungszeiten sowie zu einer verbesserten Zuordnung von Ressourcen und einer Steigerung der Produktionsleistung.
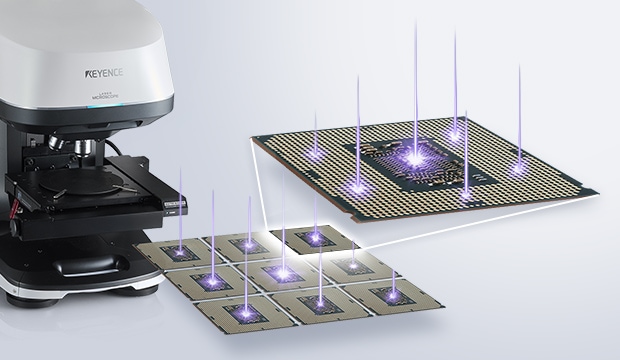
Koplanaritätsprüfung von elektronischen Bauteilen
Das Messen und Prüfen der Koplanarität ist nicht nur sehr zeit- und arbeitsaufwendig, sondern auch anfällig für Messwertschwankungen bei der Verwendung von klassischen Messgeräten. Außerdem ist es schwierig, kleine elektronische Geräte mit taktilen Systemen zu messen. Auch ist eine Beschädigung der Messobjekte während der Messung möglich.
Mit der Modellreihe VR müssen Sie nur das Messobjekt auf dem Objekttisch platzieren, das System kann den Objekttisch automatisch bewegen, um das Messobjekt zu positionieren und die Oberfläche zu erfassen. Dadurch sind reproduzierbare Messergebnisse möglich, auch wenn verschiedene Benutzer das Messobjekt messen. Die Modellreihe VR kann die Koplanarität und das Profil mehrerer Pins, Leitungen und Lötkugeln gemeinsam messen, ohne dass eine Fixiervorrichtung erforderlich ist, was die Messzeit erheblich verkürzt.
Arten von Profilometern
Taktile Systeme fahren physisch mit einem Messtaster über die Oberfläche des Messobjekts, um 2D-Liniendaten zu erfassen. Der Messtaster tastet die Oberfläche des Messobjekts ab und die vertikale Verschiebung des Messtasters wird elektronisch erfasst. Es können sowohl Profil- als auch Linienrauheitsmessungen durchgeführt werden.
Optische Systeme projizieren Licht auf das Messobjekt und nutzen das reflektierte Licht für die Erfassung der Oberflächenstruktur. Es können 2D- und auch 3D-Messungen durchgeführt als auch Linien- und Oberflächenrauheiten bestimmt werden.
Zusätzlich besteht die Möglichkeit, die Oberflächenmessung mittels Weißlichtinterferometrie durchzuführen.
Das Funktionsprinzip entspricht dem der taktilen Systeme, allerdings kann das Handmessgerät direkt per Hand auf dem Messobjekt eingesetzt werden. Obwohl es einige Einschränkungen in der Funktionalität und Genauigkeit gibt, ist der Vorteil, dass es mobil eingesetzt werden kann.
Häufig gestellte Fragen zu Profilometern
Taktile Systeme erfassen mit jedem Messvorgang einzelne Liniendaten. Aus diesem Grund ist es möglich, dass kleinste Oberflächendetails nicht vollständig erfasst werden.
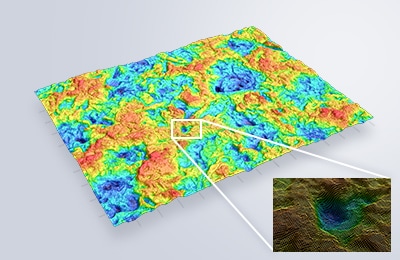
Die Modellreihe VR (optisches System) kann die gesamte Oberfläche des Messobjekts erfassen. Die Oberflächenmessungen sind über einen Bereich von 200 mm x 100 mm x 50 mm automatisch möglich. Durch die Anpassung der Höhenfarben lassen sich Verformungen und Ebenheiten der Oberfläche leicht darstellen. Maximal- und Minimalpunkte können gemessen und kleine Oberflächenunregelmäßigkeiten identifiziert und analysiert werden.
Ra bezeichnet den arithmetischen Mittelwert des erfassten Rauheitsprofils und wird üblicherweise verwendet, um die Gesamtrauhigkeit der Oberfläche auszudrücken.
Sa ist eine Erweiterung von Ra. Anstatt die mittlere Rauheit des einzelnen Rauheitsprofils zu bestimmen, wird bei Sa der arithmetische Mittelwert über die gesamte Oberfläche gebildet.
In den letzten Jahren sind viele Industrien dazu übergegangen, Sa zu verwenden, um eine höhere Genauigkeit zu erreichen und fehlerhafte Produkte leichter zu erkennen.
Profilometer werden üblicherweise für die Messung der Oberflächenform oder Rauheit verwendet. Optische Systeme sind außerdem in der Lage, 3D-Formmessungen durchzuführen, wie z. B. Ebenheiten, Welligkeiten, Volumen, usw.



![Schnelle Lieferung nach Bestellung? Abwicklung in nur zwei Tagen. [Jetzt informieren] Ganz egal ob Komponenten-Upgrade, Ersatzbeschaffung oder Neugerät!](/Images/QuickDelivery-300x300_2047143.png)