Optische Messtechnik / Messtaster
Elektronenstrahlschweißen
Wichtige Punkte im Überblick
- Beim Elektronenstrahlschweißen (EBS) wird ein hochfokussierter Elektronenstrahl im Vakuum erzeugt, um Werkstücke stoffschlüssig zu fügen.
- Kernkomponenten: Elektronenstrahlkanone, Vakuumkammer, CNC-Achssystem, Hochspannungsversorgung, Steuerungselektronik.
- Vorteile: Extrem hohe Energiedichte, präzise Einbrandtiefenregelung, minimale Wärmeeinflusszone sowie geringe thermische Verzugsneigung.
- Im Vergleich zum Laserstrahlschweißen erzielt das EBS deutlich größere Einbrandtiefen, erfordert jedoch Vakuumbedingungen sowie einen erhöhten anlagentechnischen Aufwand.
- Fügespalttoleranzen: Bei geringer Einbrandtiefe sind Spalte bis 0,1 mm zulässig; mit zunehmender Einbrandtiefe steigt die tolerierbare Spaltbreite.
Das Elektronenstrahlschweißen erfolgt durch die Erzeugung eines Elektronenstrahls im Vakuum, dessen Energie zur Erwärmung und zum Fügen von Bauteilen genutzt wird.
Neuere Anlagen erlauben inzwischen auch Schweißprozesse unter Niedrigvakuum oder den Betrieb mit einer beweglichen Elektronenkanone, wodurch sich die Einsatzmöglichkeiten deutlich erweitern.
Komponenten eines Elektronenstrahlschweißgeräts
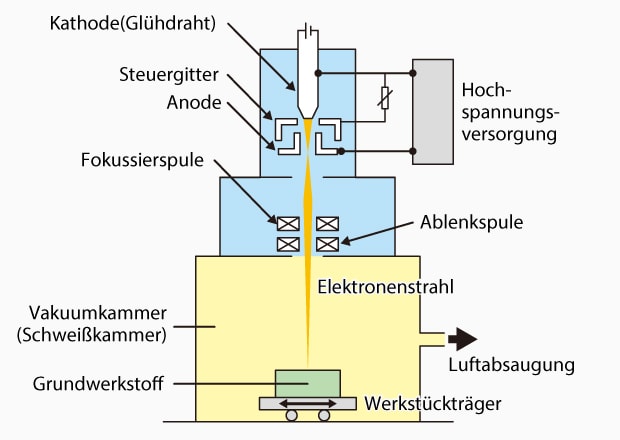
Ein Elektronenstrahlschweißgerät besteht aus mehreren kritischen Komponenten, die zusammenarbeiten, um den für das Schweißen verwendeten Elektronenstrahl zu erzeugen und zu steuern. Die Komponenten von Elektronenstrahlschweißgeräten unterscheiden sich je nach Modell, jedoch bleiben alle Hauptkomponenten unabhängig vom Typ und Hersteller der Maschine gleich.
Diese Hauptkomponenten umfassen:
- Elektronenkanone
- Die Elektronenkanone beschleunigt, erzeugt und fokussiert den Elektronenstrahl, der durch Thermoemission aus einem erhitzten Metallband oder Draht gewonnen wird.
- Vakuumkammer
- Der gesamte Schweißprozess findet in einer Vakuumkammer statt, um zu verhindern, dass die Elektronen durch Luftmoleküle gestreut werden, wodurch sichergestellt wird, dass der Elektronenstrahl fokussiert und stabil bleibt.
- Positioniermechanismus
- Dieser besteht aus einem mechanischen System, das das Werkstück in präzisen Schritten entlang verschiedener Achsen bewegt. Dies erfolgt üblicherweise über eine computergestützte numerische Steuerung (CNC), die hochgenaue und wiederholbare Schweißnähte gewährleistet.
- Stromversorgung
- Die Stromversorgung muss je nach System Spannungen im Bereich von 30 bis 200 kV bereitstellen können.
- Steuerelektronik
- Die Steuerelektronik überwacht und passt die Schweißparameter in Echtzeit an. Zu diesen Parametern gehören Strahlstrom, Fokus und Ablenkung, wodurch optimale Schweißbedingungen sichergestellt werden.
Anwendungen des Elektronenstrahlschweißens
Mit einem Strahldurchmesser von etwa 0,2 mm und einer deutlich höheren Energiedichte als beim Lichtbogenschweißen ermöglicht das Elektronenstrahlschweißen eine präzise Steuerung der Einbrandtiefe und ist damit für verschiedene Grundwerkstoffe geeignet, einschließlich solcher mit hohen Schmelzpunkten oder erhöhter Oxidationsneigung. Das Verfahren basiert auf dem Prinzip, eine Kathode im Vakuum zu erhitzen, um Elektronen zu emittieren, die anschließend beschleunigt, gebündelt und auf das Werkstück gerichtet werden, um hohe Wärmeenergie zu erzeugen und den Schweißprozess zu ermöglichen. Dadurch ist dieses Verfahren für eine Vielzahl von Grundwerkstoffen geeignet – von dicken bis dünnen Blechen – sowie für hochpräzise Schweißanwendungen. Moderne Elektronenstrahlschweißverfahren erfordern inzwischen kein Vakuum mehr, wodurch sich ein wachsendes Anwendungsspektrum eröffnet, darunter Schiffbau, Brückenbau, Luft- und Raumfahrt sowie Elektronik. Für elektronische Bauteile wird ein spezielles Verfahren, das sogenannte Elektronenstrahlschweißen (Electron Beam Sealing), eingesetzt, um Komponenten wie Quarzoszillatoren unter Vakuum zu versiegeln und deren Integrität sicherzustellen.
Vorteile eines Elektronenstrahlschweißgeräts
Das Elektronenstrahlschweißen ist für seine hohe Präzision bekannt und stellt daher eine beliebte automatisierte Schweißmethode in der Luft- und Raumfahrt, Verteidigungs-, Medizin-, Mess- und Automobilindustrie dar. Daraus ergeben sich zahlreiche Vorteile.
Geschwindigkeit und Effizienz
Im Vergleich zu konventionellen Schweißverfahren erreicht das Elektronenstrahlschweißen aufgrund seiner hohen Effizienz deutlich höhere Schweißgeschwindigkeiten. Die gebündelte Energie des Elektronenstrahls ermöglicht ein schnelles Erwärmen und Aufschmelzen des Materials.
Darüber hinaus wird eine tiefe Einbrandtiefe erreicht, sodass häufig Schweißungen mit Geschwindigkeiten von etwa 30 mm pro Sekunde in einem einzigen Durchgang möglich sind. Dies reduziert die Anzahl erforderlicher Schweißdurchgänge und erhöht die Effizienz des Prozesses zusätzlich.
Präzision und Steuerbarkeit
Der präzise gesteuerte Elektronenstrahl kann auf einen sehr kleinen Punkt fokussiert werden, wodurch schnelles und effizientes Schweißen ohne Verlust an Genauigkeit möglich ist. Dies ist besonders wichtig für Anwendungen, die detaillierte Arbeiten an kleinen oder komplexen Bauteilen erfordern.
Zusätzlich können die Parameter der Strahlsteuerung, einschließlich Strahlleistung und Fokus, exakt eingestellt werden. Dieses Maß an Kontrolle ermöglicht die Anpassung an unterschiedliche Werkstoffe und Materialdicken und bietet eine erhöhte Steuerbarkeit des gesamten Schweißprozesses.
Minimale Wärmeeinflusszone (WEZ) und geringe Verformung
Wie beschrieben basiert das Elektronenstrahlschweißen auf einem hochenergetischen Elektronenstrahl, der auf einen sehr kleinen Bereich fokussiert ist. Dadurch wird die Wärmeeinflusszone – also der durch thermische Veränderungen beeinflusste Bereich während des Schweißens – erheblich reduziert, was besonders bei werkstoffempfindlichen Materialien von großer Bedeutung ist.
Die reduzierte Wärmeeinflusszone sorgt zudem dafür, dass das umliegende Material vergleichsweise kühl bleibt, wodurch das Risiko von Verzug und Verformung weiter minimiert wird. Diese Eigenschaft ist entscheidend für Anwendungen, die hohe Maßgenauigkeit und strukturelle Integrität erfordern.
Schließlich tragen die geringe Wärmeeinbringung und die reduzierte Wärmeeinflusszone dazu bei, die mechanischen und physikalischen Eigenschaften des Grundwerkstoffs zu erhalten, was für anspruchsvolle Schweißanwendungen von großer Bedeutung ist.
Elektronenstrahlschweißen vs. Laserschweißen
Das Laserschweißen, eine weitere hochpräzise Technik, bietet Vorteile wie den Verzicht auf ein Vakuum, eine kompaktere Anlagengröße und höhere Schweißgeschwindigkeiten. Allerdings begrenzt die geringere Ausgangsleistung die Einbrandtiefe, wodurch es sich weniger für das Schweißen dicker Bleche und stark reflektierender Materialien eignet.
Laserschweißverfahren umfassen verschiedene Methoden, darunter das Wärmeleitungsschweißen und das Keyhole-Schweißen (Tiefschweißen). Das Wärmeleitungsschweißen, gekennzeichnet durch eine geringe Leistung, eignet sich für dünne Bleche und wärmeempfindliche Werkstoffe. Das Keyhole-Schweißen nutzt Hochleistungslaser und ermöglicht schnelle, gleichmäßige Schweißnähte mit minimaler Verformung, wodurch es sich besonders für große Einbrandtiefen und das Schweißen unterschiedlicher Werkstoffe eignet.
Vergleich zwischen Elektronenstrahl- und Laserschweißen
| Elektronenstrahl-Schweißen | Laserschweißen | ||
|---|---|---|---|
| (CO2-Laser) | Laserschweißen (YAG-Laser) | ||
| Wärmequelle / Gerät | Hochspannungs-Generator + Elektronenkanone | Optischer Resonator mit CO2 als Lasermedium | Optischer Resonator mit YAG-Stab als Medium |
| Leistungsbereich kommerzieller Anlagen | 3 kW – 100 kW | 0,5 kW – 45 kW | 0,1 kW – 6 kW |
| Maximale Schmelzleistung | ca. 150 mm (bei 100 kW) | ca. 30 mm (bei 45 kW) | ca. 10 mm (bei 6 kW) |
| Strahlenergieeffizienz | ca. 100 % | ca. 20 % Erhebliche Verluste durch Oberflächenreflexion und Plasmaabsorption | Etwas höhere Oberflächenabsorption als CO2, aber geringere Plasmaabsorption |
| Praktisch maximale Blechdicke | ca. 100 mm | wenige mm oder weniger | wenige mm oder weniger |
| Schweißatmosphäre | Vakuum (<10⁻2 mm Hg) Schweißen muss im Vakuum erfolgen |
Umgebungsluft Schutzgas erforderlich wie beim Lichtbogenschweißen |
Wie CO2-Laser |
| Geeignete Werkstoffe | Nur Metalle Keine Metalle mit hohem Dampfdruck wie Zink und Magnesium |
Metalle, Nichtmetalle | Metalle, Nichtmetalle |
Fügeverbindungen beim Elektronenstrahlschweißen
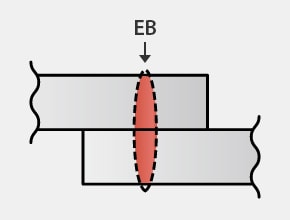
Das Elektronenstrahlschweißen ist für seine Fähigkeit bekannt, kleine, fokussierte Schweißpunkte mit minimalem Wärmeeintrag in den Grundwerkstoff zu erzeugen. Obwohl spaltfreie Verbindungen bevorzugt werden, sind beim Schweißen mit einer maximalen Einbrandtiefe von 3 bis 5 mm in der Regel geringe Spaltmaße bis zu 0,1 mm zulässig. Größere Einbrandtiefen erlauben eine höhere Toleranz gegenüber größeren Spalten. Beispielsweise kann bei einer Tiefe von 50 mm selbst ein Spalt von 3 mm durch den Einsatz von Zusatzwerkstoffen wie Schweißdraht überbrückt werden.
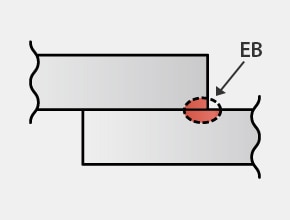
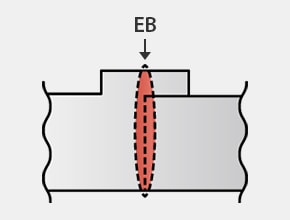
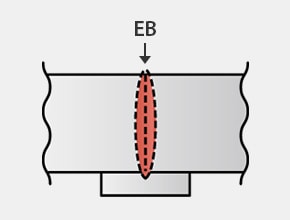
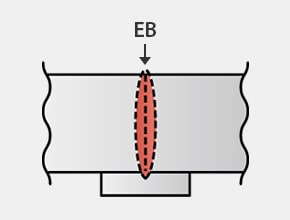
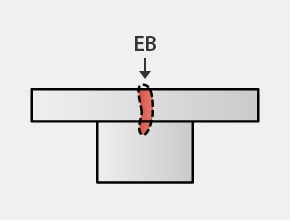
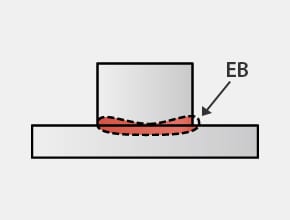
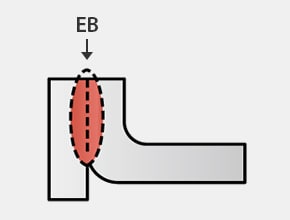
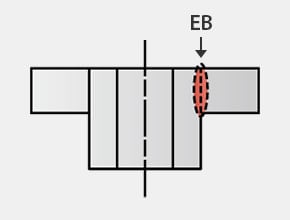
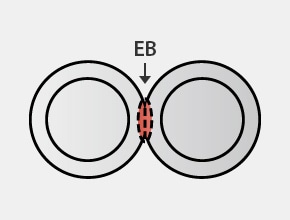
Typische beim Elektronenstrahlschweißen (EB = Elektronenstrahl) mögliche Fügeverbindungen
Überlappstoß
Überlapp-Kehlnaht
Überlappter Stumpfstoß
I-Stumpfstoß
I-Stumpfstoß (mit Unterlage)
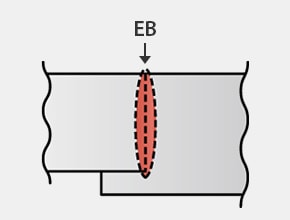
I-Stumpfstoß (gestuft)
T-Verbindung mit Durchgangsbohrung
T-Kehlnaht
Kantenstoß
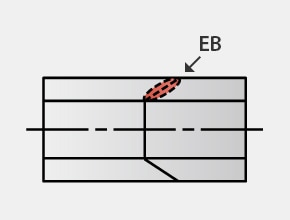
Diagonal-Stumpfstoß
Rohr
Rohrschnittlinie
Remote-Schweißen und Laserauftragschweißen
Das Remote-Laserschweißen erhöht die Produktivität und Flexibilität zusätzlich durch den Einsatz von Spiegeln und schnellen Bewegungen des Werkstücks. Es ermöglicht Hochgeschwindigkeitsschweißen mit minimalen Verfahrwegen und ist daher ideal für die Serienfertigung komplexer und filigraner Bauteile.
Das Laserauftragschweißen, auch als Laser-Cladding oder direkte Metallabscheidung bezeichnet, verwendet Zusatzwerkstoffe, um metallurgische Bindungen zwischen Grundwerkstoff und Zusatzmaterial zu erzeugen. Dieses Verfahren wird sowohl zum Fügen als auch zur Oberflächenreparatur und zur Herstellung von Bauteilen eingesetzt.
Wenn Sie die Qualitätssicherung Ihrer Schweißprozesse verbessern möchten, bietet KEYENCE eine breite Palette an Laser-Wegmesssensoren und Laser-Profilsensor mit hoher Genauigkeit. Kontaktieren Sie uns, um mehr zu erfahren.
![Automatisierte Messungen und Prüfungen [Schweißnahtkontrolle]](/img/asset/AS_135930_L.jpg)


Verwandte Produkte

Anwendungen
Messung der Dimensionen
- Dicken- und Breitenmessung
- Messung der Höhe- und des Höhenunterschieds
- Messung des Innen- und Außendurchmessers
- Messen von Winkeln
- Kantenmessung