Typische Anwendungsbeispiele für die Bildverarbeitung in der Automobilindustrie

Wie Bildverarbeitungssysteme zur Prüfung und Verwaltung von mehr als 30.000 Teilen eingesetzt werden können
In der Automobilindustrie können schon kleine Fehler zu schweren Unfällen führen. Die Anforderungen an Qualität und Präzision sind hoch, dementsprechend hoch muss auch die Qualität der Inspektionen sein. Ein Auto besteht in der Regel aus über 30.000 Teilen, einschließlich winziger Schrauben. Die Anzahl der Teile steigt aufgrund der Multifunktionalität. Es ist nicht einfach, diese Teile perfekt zu inspizieren und die Informationen zu verwalten.
Für Hersteller von Fahrzeugen ist es unerlässlich, das Ausmaß der Auswirkungen von Rückrufaktionen schnell zu erkennen und die entsprechenden Produkte abzuholen. Andernfalls erleidet das Unternehmen große Verluste und die Marke wird geschädigt. In Japan wurde vor einigen Jahren das Altfahrzeug-Recycling-Gesetz erlassen und das Recycling von Materialien wie Airbags und FCKW vorgeschrieben. Daher ist es dringend erforderlich, dass die Rückverfolgbarkeit nicht nur die Herstellung von Teilen und die Montage ganzer Fahrzeuge, sondern auch die Wartung, Inspektion und Entsorgung der Fahrzeuge umfasst.
Der Bedarf an einer Datenbank mit Prüfergebnissen und anderen Informationen steigt von Jahr zu Jahr. Um dies zu erreichen, wurde die Bildverarbeitung in den Vordergrund gerückt. Es wird erwartet, dass das Ersetzen von Inspektionen durch das menschliche Auge einerseits und die Erfahrung mit der Bildverarbeitung andererseits die Effizienz steigern und sowohl die Kosten senken als auch die Genauigkeit verbessert wird. Nachfolgend finden Sie praktische Einführungsbeispiele für Bildverarbeitungssysteme in der Automobilindustrie. Bitte nutzen Sie diese als Leitfaden, um die Effizienz an Ihren Produktionsstandorten zu verbessern und die Rückverfolgbarkeit zu gewährleisten.
![Die neuesten Anwendungsbeispiele aus der Bildverarbeitung [Automotive]](/img/asset/AS_103365_L.jpg)
Anwesenheitserkennung/Unterscheidung unterschiedlicher Typen
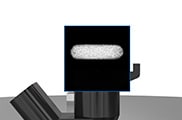
Inspektion von Gummibuchsen
Dies ist ein Beispiel für eine Verunreinigungsprüfung bei der Spritzgiessmontage.
Zentrale Prüfpunkte
Die Identifizierung von Montageteilen mit leichten Farbabweichungen war schon immer schwierig. Dies gilt auch für Gummibuchsen. Mit dem Multispektral-Modus ist es jedoch möglich, selbst kleinste Farbabweichungen zu identifizieren und dadurch Verunreinigungen zu erkennen.
Erkennungsergebnis im multispektralen Modus

- A
- Ähnliche Färbung
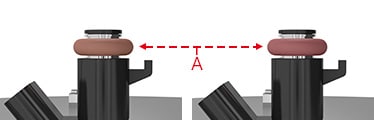

Prüfung auf Farbunterschiede bei O-Ringen
Dies ist ein Beispiel für eine Anwendung bei der Produktzuführung.
Zentrale Prüfpunkte
Der Multispektral- Modus ermöglicht die ordnungsgemäße Extraktion festgelegter Farben, selbst bei Bauteilen, die nur leichte Farbunterschiede aufweisen, wie z. B. O-Ringe. Aufgrund der Möglichkeit zur Registrierung mehrerer Farbextraktionen können mehrere Produkttypen verwendet werden.
Erkennungsergebnis im multispektralen Modus

- A
- Ähnliche Färbung


Motorsteuerung: Prüfung auf gleichmäßige Beschichtung
Überprüfen Sie mit einem Bildverarbeitungssystem, ob ein Feuchtigkeitsschutz korrekt auf elektronischen Steuereinheiten (ECUs) aufgetragen wird.
Zentrale Prüfpunkte
Da typische Feuchtigkeitsschutzmittel transparent sind, ist es oft schwierig die Anwendung mitzuverfolgen. Fehlerhaft aufgetragene Mittel werden dabei häufig übersehen. Verwenden Sie doch einen Feuchtigkeitsschutz, der ein Fluoreszenzmittel enthält, beleuchten Sie das Prüfobjekt mit UV-Licht und nehmen Sie das Bild mit einer 21-Megapixel-Kamera auf. Diese neue Methode ermöglicht eine hochpräzise Kontrolle der Applikation des Mittels.
Erkennungsergebnis mit einem 21-Megapixel-Bildverarbeitungssystem




Prüfung auf korrekte Montage von Sicherungen
Überprüfen Sie mit einem Bildverarbeitungssystem, ob Sicherungen korrekt in einem Sicherungskasten installiert sind.
Zentrale Prüfpunkte
Da sich die Form der verschiedenen Sicherungen nicht unterscheidet, war es schwierig, sie mit einer S/W-Kamera zu unterscheiden. Die Prüfung auf eine fehlerhafte Sicherungskonfiguration kann durch die Erfassung von Farben oder Zeichen mit einer Farbkamera erreicht werden. Mithilfe des Auto-Teach-Inspektionswerkzeugs können Sie die Einrichtung einfach per Registrierung von Gutteilen vornehmen, so dass auch viele unterschiedliche Produkttypen leicht zu handhaben sind.
Erkennungsergebnis mit einem Bildverarbeitungssystem



Prüfung von Qualitätsmerkmalen
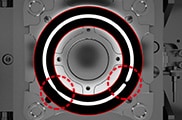
Prüfung auf fehlende Wälzkörper in Lagern
Dies ist ein Beispiel für eine Prüfung auf fehlende Wälzkörper in Lagern.
Zentrale Prüfpunkte
Die Auswahl der Beleuchtungsfarbe kann dazu beitragen, Probleme zu lösen, die bei Schmierfettanhaftungen auftreten und die Prüfung erschweren. In diesem Beispiel ermöglicht der LumiTrax™ Modus die Erkennung fehlender Wälzkörper in Lagern, die mit transparentem Schmierfett gefüllt sind.
Erkennungsergebnis im LumiTrax™-Modus




Klassifizierung von Wellenwerkstoffen
Dies ist ein Beispiel für die Klassifizierung von Wellenwerkstoffen.
Zentrale Prüfpunkte
Der multispektrale Modus ermöglicht die effektive Klassifizierung feiner Farbunterschiede. Dies ist häufig notwendig beim Arbeiten mit Metallwerkstoffen. Die Klassifizierung der Werkstoffe erfolgt durch die Erkennung kleinster Farbunterschiede anhand der bei acht Wellenlängen erfassten Daten.
Erkennungsergebnis im multispektralen Modus
- A
- Ähnliche Färbung

Überprüfung auf Brandflecken nach Wärmebehandlung
Dies ist ein Beispiel für eine Oberflächenüberprüfung nach dem Abschrecken.
Zentrale Prüfpunkte
Prüfungen auf Fehler, die eine ähnliche Färbung wie das Produkt aufweisen, können unter konventioneller Beleuchtung instabil sein. Der multispektrale Modus ermöglicht stabile Prüfungen, indem nur die für die Erkennung erforderlichen Brandflecken extrahiert werden, selbst wenn die Farbe der Brandflecken und die Farbe des fertigen Produkts schwierig zu unterscheiden sind.
Erkennungsergebnis im multispektralen Modus




(nach Farbextraktion)
Überprüfung des Dichtmittelauftrags
Dies ist ein Beispiel für eine Überprüfung des Dichtmittelauftrags.
Zentrale Prüfpunkte
Unter konventionellen Beleuchtungsbedingungen kann eine klare Extraktion der beschichteten Bereiche schwierig sein, insbesondere wenn das Dichtungsmittel eine ähnliche Farbe hat wie das Produkt. Die Erkennung wird dadurch unzuverlässig. Im multispektralen Modus können selbst kleinste Farbunterschiede extrahiert werden. Dies ermöglicht eine genaue Überprüfung des Zustands von Beschichtungen.
Erkennungsergebnis im multispektralen Modus



(nach Farbextraktion)
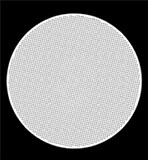
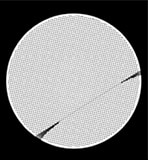
Überprüfung der Lagerseite
Untersuchen Sie die Seiten von glänzenden Lagern mit einem Bildverarbeitungssystem auf Risse.
Zentrale Prüfpunkte
Bei Beleuchtungsbedingungen von Vorgängermodellen war es aufgrund des geringen Kontrastunterschieds zum Hintergrund schwierig, Fehler wie z. B. geringfügige Risse zu erkennen. Mit einer Zeilenkamera ist es möglich, genau diese Risse zu erkennen.
Erkennungsergebnis mit einer Zeilenkamera

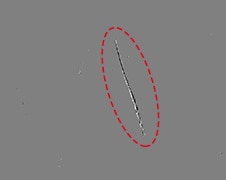
(Spiegelnder Anteil)

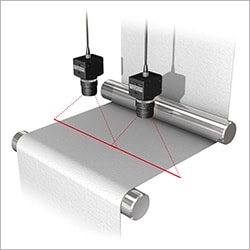
Prüfung von Qualitätsmerkmalen bei Aluminiumblechen
Prüfen Sie Aluminiumbleche mit einem Bildverarbeitungssystem auf flache Dellen und kleine Löcher.
Zentrale Prüfpunkte
Der Oberflächenglanz von Aluminiumblechen erschwert es, klare Bilder der Schatten von flachen Dellen und mikroskopisch kleinen Löchern zu erfassen. Mit einer Zeilenkamera ist es möglich, solche Bilder zu erfassen, indem der Glanz aufgehoben wird.
Erkennungsergebnis mit einer Zeilenkamera

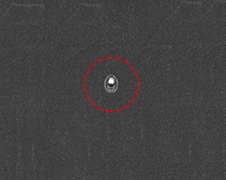
(Spiegelnder Anteil)
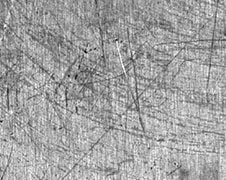
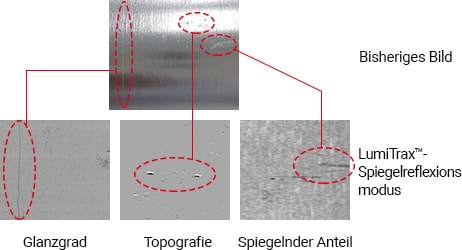
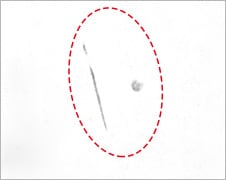
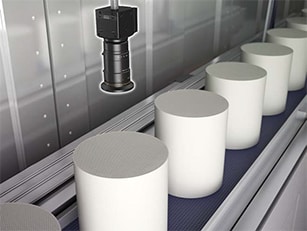
Prüfung von Qualitätsmerkmalen an der Seite von zylindrischen Metallkomponenten
Prüfen Sie die Seiten zylindrischer Metallkomponenten mit einem Bildverarbeitungssystem auf Abriebdefekte, kleine Löcher und lineare Defekte.
Zentrale Prüfpunkte
Es war bisher schwierig, Bilder von Metallkomponenten zu erfassen, da diese leicht diverse Defekte von kleinen Löchern bis hin zu Fehlern entwickeln können. Mit einer Zeilenkamera ist es möglich, alle Defekte an der Seite eines Zylinders mit einem einzigen aufgenommenen Bild zu erkennen.
Erkennungsergebnis mit einer Zeilenkamera
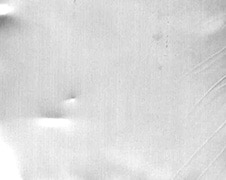
Prüfung von Qualitätsmerkmalen bei Blechen
Untersuchen Sie Bleche mit einem Bildverarbeitungssystem auf schwer erkennbare Flecken.
Zentrale Prüfpunkte
Die Intensität aufgrund von Falten auf dem Blech ist ähnlich wie die Intensität bei gefleckten Teilen. Dieses Phänomen kann zu einer instabilen Prüfung führen. Mit einer Zeilenkamera kann das Bild passend zum zu erfassenden Defekt ausgewählt werden, was in Kombination mit Bildverbesserungsfiltern eine saubere Extraktion nur des gefleckten Teils ermöglicht.
Erkennungsergebnis mit einer Zeilenkamera

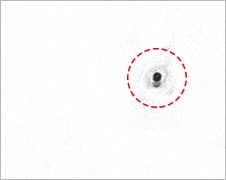
(Spiegelnder Anteil)
Prüfung von Qualitätsmerkmalen bei schwarzen Gummimatten
Prüfen Sie schwarze Gummimatten mit einem Bildverarbeitungssystem auf Falten.
Zentrale Prüfpunkte
Falten auf schwarzen Matten sind aufgrund des geringen Kontrasts oft schwer zu erkennen. Topografien ermöglichen eine Inspektion, bei der Falten und Fremdkörper deutlich erkennbar extrahiert werden.
Erkennungsergebnis mit einer Zeilenkamera
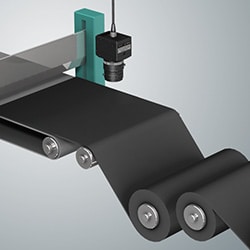

(Spiegelnder Anteil)
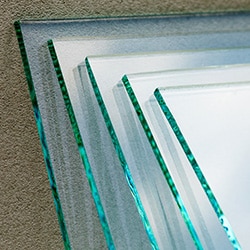
Prüfung von Qualitätsmerkmalen bei Glas
Untersuchen Sie Glas mit einem Bildverarbeitungssystem auf Flecken und Absplitterungen.
Zentrale Prüfpunkte
In Glas entstehen leicht Risse und Absplitterungen. Prüfungen für diese beiden Arten von Defekten mussten bisher separat mit unterschiedlicher Beleuchtung und Einstellungen durchgeführt werden. Mit einer Zeilenkamera ist es möglich, diese Defekte im Flüssigkristallglas gleichzeitig zu erkennen.
Erkennungsergebnis mit einer Zeilenkamera
Rußfilter: Prüfung von Qualitätsmerkmalen
Überprüfen Sie mit einem Bildverarbeitungssystem optische Mängel wie Risse oder Verstopfungen in DPFs (Dieselpartikelfiltern).
Zentrale Prüfpunkte
Die Kameraprüfung von DPFs oder Katalysatoren auf Risse oder Verstopfungen war aufgrund der der Größe der Objekte oft schwierig. Die Verwendung einer 21-Megapixel-Kamera ermöglicht aufgrund der hohen Pixelanzahl eine hochpräzise Inspektion.
Erkennungsergebnis mit einem 21-Megapixel-Bildverarbeitungssystem
Öldichtung: Prüfung von Qualitätsmerkmalen
Überprüfen Sie mit einem Bildverarbeitungssystem optische Mängel wie Absplitterungen oder Grate an Öldichtungen.
Zentrale Prüfpunkte
Bei Öldichtungen ist es sehr wichtig, deren Kontaktflächen auf Absplitterungen oder Grate zu untersuchen. Eine stabile Inspektion war schwierig, weil sie sich leicht verformten. Dieses Problem kann mit dem neuen Fehlererkennungsmodus „Trend Kantendefekt“ gelöst werden, der aus den Kanteninformationen des Prüfobjekts ein Profil extrahiert und die stark vom Profil abweichenden Abschnitte als Fehler erkennt.
Erkennungsergebnis mit einem Bildverarbeitungssystem



Motorventilköpfe: Oberflächenprüfung
Überprüfen Sie mit einem Bildverarbeitungssystem Motorventilköpfe auf Werkstofffehler oder Kratzer.
Zentrale Prüfpunkte
Bisher waren Flächenkameras nicht in der Lage, Kratzer auf Oberflächen oder individuelle Unterschiede zu erkennen, die spezifisch für Schmiedeteile waren. Die „LumiTrax“-Funktion ermöglicht die genaue Erkennung von fehlerhaften Formen.
Erkennungsergebnis mit Bildverarbeitungssystem und LumiTrax



Oberflächenprüfung an der Seitenfläche eines Kolbens
Überprüfen Sie mit einem Bildverarbeitungssystem das Aussehen, wie z. B. die Beschichtung an den Seiten von Kolben.
Zentrale Prüfpunkte
Mit einer Flächenkamera war es schwierig, optimale Lichtverhältnisse aufgrund von Lichtunebenheiten zu ermitteln. Mit einer Zeilenkamera ist es einfach, ein gleichmäßig ausgeleuchtetes Bild zu erhalten.
Erkennungsergebnis mit einer Zeilenkamera



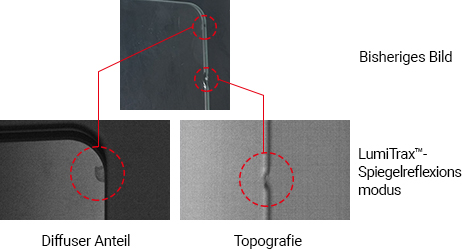
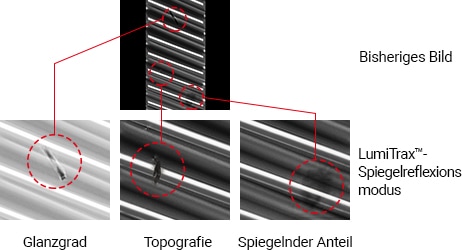
Prüfung von Qualitätsmerkmalen an einem Differenzialgetriebe
Prüfen Sie die Seiten von Differenzialgetrieben mit einem Bildverarbeitungssystem auf lineare Defekte, Dellen und Flecken.
Zentrale Prüfpunkte
Bei der Inspektion der Seiten von zylindrischen Prüfobjekten, wie z. B. Getrieben, auf verbleibende schwarze Schuppen, Kratzer, Werkstofffehler oder Dellen war es schwierig, eine gleichmäßige Ausleuchtung zu gewährleisten. Mit einer Zeilenkamera können Bilder von zylindrischen Formen kontinuierlich erfasst werden. Zudem ermöglicht der LumiTrax™-Spiegelreflexionsmodus die Erkennung von linearen Defekten, Dellen und Flecken mit einem einzigen aufgenommenen Bild.
Erkennungsergebnis mit einer Zeilenkamera

Dimensionsprüfung
Prüfung auf verbogene Anschlussklemmen
Überprüfen Sie mit einem Bildverarbeitungssystem die Anschlussklemmen von elektronischen Steuereinheiten (ECUs).
Zentrale Prüfpunkte
KEYENCE bietet ein Paket mit Werkzeugen für die Inspektion von Steckern an. Sie können die Prüfung schnell starten, ohne Berechnungen konfigurieren zu müssen. Die Verwendung einer 21-Megapixel-Kamera verbessert die Inspektionsgenauigkeit.
Erkennungsergebnis mit einem 21-Megapixel-Bildverarbeitungssystem



Zündkerzen: Dimensionsprüfung
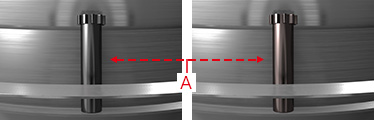
Überprüfen Sie mit einem Bildverarbeitungssystem die Abmessungen von Zündkerzen.
Zentrale Prüfpunkte
Die Dimensionsprüfung von komplex geformten Prüfobjekten erforderte den Einsatz mehrerer Werkzeuge und Berechnungen. Das Bildverarbeitungssystem von KEYENCE bietet Dimensions-/Geometriewerkzeuge, die eine hochpräzise Inspektion mit intuitiver Bedienung ermöglichen.
Erkennungsergebnis mit einem Bildverarbeitungssystem



Positionierung/Ausrichtung
Ausrichten der Laminierschicht von Batterien
Bildverarbeitungssysteme erleichtern das Ausrichten von Batteriezellen.
Zentrale Prüfpunkte
Einfache Konfiguration und flexible Anpassung unterstützen die im Herstellungsprozess von Batteriezellen erforderliche Ausrichtung. Der Einsatz einer 21-Megapixel-Kamera ermöglicht die Inspektion großer Objekte.
Ausrichtung mit einem 21-Megapixel-Bildverarbeitungssystem



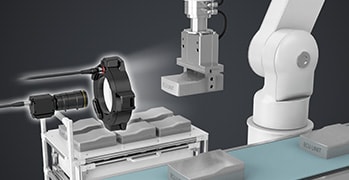
Pick & Place mit dem Roboter
Positionieren Sie mit einem Bildverarbeitungssystem Objekte für die Roboteraufnahme.
Zentrale Prüfpunkte
Die Kombination von Roboter und Kamera ermöglicht eine flexiblere Aufnahme. Die Steuerung erfordert kein Teachen oder Programmieren, und der Zeitaufwand für Inbetriebnahme und Produktwechsel wird deutlich reduziert.
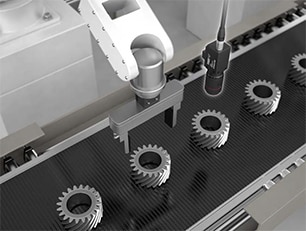

Herkömmliches Verfahren
Lesen und Verifizieren von Text und Code
Überprüfung von Gravuren
Dies ist ein Beispiel für die Überprüfung von Gravuren auf einem ECU-Gehäuse.
Zentrale Prüfpunkte
Bei der Überprüfung von Gravuren auf metallischen Prüfobjekten kann durch die Lichtreflexion unter normaler Beleuchtung die Identifizierung von Zeichen erschwert werden. Der LumiTrax™ Modus verwendet segmentierte Lichtquellen, um ausschließlich die Unregelmäßigkeiten der Oberfläche zu extrahieren. Dies ermöglicht eine genaue Überprüfung der Gravuren.
Erkennungsergebnis im LumiTrax™-Modus



Überprüfung von Gravuren
Dies ist ein Beispiel für die Überprüfung von Gravuren auf einem Zahnrad.
Zentrale Prüfpunkte
Eine zuverlässige Überprüfung von Chargennummern und anderen Angaben, die auf vielen Bauteilen eingraviert sind, kann je nach Beschaffenheit des Oberflächenwerkstoffs schwierig sein. Im LumiTrax™ Modus ist es jedoch möglich, ausschließlich die unregelmäßigen Teile von Gravuren zu extrahieren. Dies erhöht die Zuverlässigkeit der Überprüfungen.
Erkennungsergebnis im LumiTrax™-Modus




Kraftstoffpumpen: Einlesen von 2D-Codes
Lesen Sie mit einem Bildverarbeitungssystem 2D-Codes, die auf Kraftstoffpumpen aufgebracht sind.
Zentrale Prüfpunkte
Das Lesen der 2D-Codes, die auf den Teilen aufgebracht sind, mithilfe eines Bildverarbeitungssystems, ermöglicht die Rückverfolgbarkeit. Bisher konnten die Codes aufgrund der Oberflächenbeschaffenheit oder der Reflexion der Teile manchmal nicht gelesen werden. Das Bildverarbeitungssystem von KEYENCE ermöglicht eine genaue Identifizierung.
Erkennungsergebnis mit einem Bildverarbeitungssystem



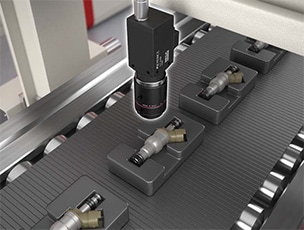
Einspritzdüsen: Bestandsnummern-Zeichenerkennung (OCR)
Verwenden Sie ein Bildverarbeitungssystem, um auf Einspritzdüsen aufgebrachte Teilenummern zu erfassen und mit dem OCR-Tool auszulesen.
Zentrale Prüfpunkte
Lesen Sie mit dem OCR-Tool die auf Einspritzdüsen aufgebrachten Teilenummern. Die Teilenummern können genau abgelesen werden, ohne dass die Beschriftungsqualität beeinträchtigt wird. Dies verhindert die Vermischung verschiedener Typen.
Erkennungsergebnis mit einem Bildverarbeitungssystem


Gussteile: Zeichenerkennung bei Gravuren
Erkennen Sie mit einem Bildverarbeitungssystem auf Gussteilen aufgebrachte Zeichen.
Zentrale Prüfpunkte
Die Einführung von Bildverarbeitungssystemen zur Erkennung von Schriftzeichen auf Gussteilen war aufgrund der schwierigen Lichtverhältnisse schwierig. Die Kombination der LumiTrax-Funktion mit einer Flächenkamera ermöglicht jedoch eine kostengünstige und stabile Erkennung.
Erkennungsergebnis mit einer Flächenkamera und LumiTrax


3D-Bildverarbeitung
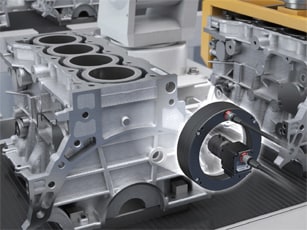
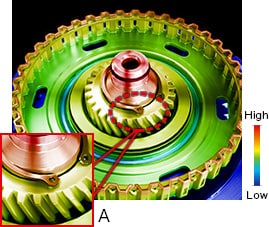
Inspektion der Montage eines Drehmomentwandlers
Dies ist ein Beispiel für eine Inspektion der Drehmomentwandlerbaugruppe.
Zentrale Prüfpunkte
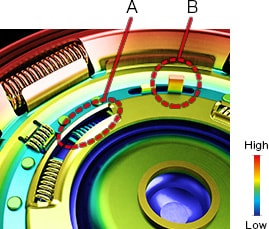
Ein Bildverarbeitungssystem mit Streifenprojektion ermöglicht die Verwendung von Höheninformationen aus 3D-Bildern, um Vollständigkeit und Position von kontrastarmen Komponenten zu überprüfen. Beim Einsatz von Streifenprojektionsbeleuchtung für Prüfungen kann das optimale Bild aus normalen Bildern, LumiTrax™-Bildern und 3D-Bildern ausgewählt werden. Dadurch fallen weniger Arbeitsstunden für die Anpassung von Einstellungen an und die Fehlererkennung wird verbessert. Der LumiTrax™-Algorithmus erzeugt zwei Bilder: ein Bild mit Glanzunterdrückung und eines mit Betonung der Höhenmerkmale, ohne Berücksichtigung der Farben.
Erkennungsergebnis mit Streifenprojektionsbeleuchtung

- A
- Federmontagedefekt
- B
- Passungdefekt


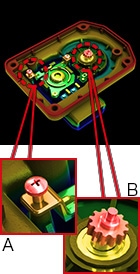
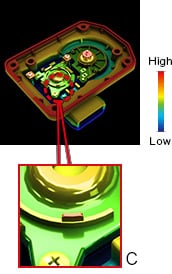
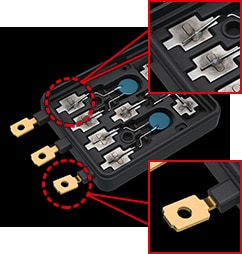
Inspektion einer Baugruppe elektrischer Komponenten
Es handelt sich um eine Inspektion einer elektrischen Komponente auf lose Schrauben, diagonales Einsetzen von Zahnrädern.
Zentrale Prüfpunkte
Durch 3D-Höheninformationen steigt die Vielfalt möglicher Prüfungen für Anwendungen in den Bereichen Montage und Teilesortierung. Bei kontrastarmen 2D-Bildern können Montage- und Positionsprüfungen schwierig sein, wenn die Kamera nur über dem Bauteil angebracht werden kann. Die Kombination von 2D- und 3D-Bildern bietet ein höheres Maß an Genauigkeit für die Erkennung von losen Teilen und Formunterschieden mit einer einzelnen Kamera.
Erkennungsergebnis mit Streifenprojektionsbeleuchtung

- A
- Lose Schraube
- B
- Schräg eingesetztes Zahnrad
- C
- Produktsortierung nach Überstände vorhanden/ nicht vorhanden


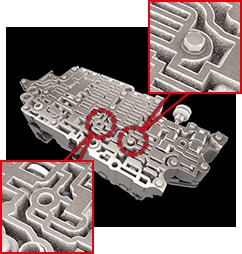
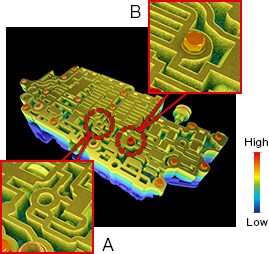
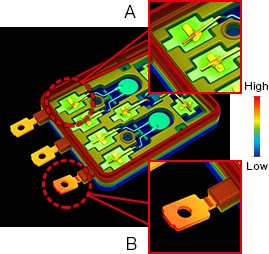
Montageprüfung von Ventilkörpern
Dies ist ein Beispiel für eine Inspektion der Ventilkörperbaugruppe.
Zentrale Prüfpunkte
Die Farb-und Höheninformationen von Teilen bis zu 250 × 250 mm ermöglichen stabile Montageprüfungen. Verschraubung und Oberflächendefekte können zeitgleich überprüft werden. Der standardmäßig in jeder Streifenprojektionsbeleuchtung integrierte LumiTrax™-Modus unterdrückt Störeinflüsse durch Glanz und Umgebungslicht.
Erkennungsergebnis mit Streifenprojektionsbeleuchtung

- A
- Ventil nicht vorhanden
- B
- Ventilmontagefehler
Montageprüfung von Bremstrommeln
Dies ist eine Überprüfung der Abmessungen des Sicherungsrings/Sprengrings, des einzelnen Einsetzens und des ordnungsgemäßen Sitzes.
Zentrale Prüfpunkte
Da 2D- und 3D-Bilder mit einem einzelnen Trigger erfasst werden, ist es möglich, die Abmessung der Halteringöffnung zu überprüfen und gleichzeitig mithilfe von Höheninformationen eine Prüfung auf Sitz und doppelten Einsatz durchzuführen. Bisher war es nicht möglich, diese Prüfungen mit nur einem Bildverarbeitungssystem durchzuführen, ohne dass zusätzliche Prüfgeräte, wie z. B. Wegmesssensoren, erforderlich waren. Mithilfe der Streifenprojektion können alle diese Prüfungen jetzt in einem einzigen Prozess durchgeführt werden.
Erkennungsergebnis mit Streifenprojektionsbeleuchtung

- A
- Schräg eingesetzter C-Ring


Lötstelleninspektion an Elektronikbauteilen
Dies ist eine Prüfung auf Schweißfehler, Schweißfehler und die Demontage des Anschlusses.
Zentrale Prüfpunkte
Mit einem konventionellen 2D-Bild werden falsch ausgerichtete Lötstellen und verbogene Anschlüsse leicht übersehen, da Graustufenwerte allein für eine zuverlässige Prüfung nicht ausreichen. 3D-Bilder erhöhen die Genauigkeit dieser Prüfungen durch Höheninformationen. Dadurch ist eine Überprüfung auf fehlerhafte Ausrichtung, lose Anschlüsse und Lötfehler ohne Beeinträchtigung durch Farbabweichungen der Teile möglich.
Erkennungsergebnis mit Streifenprojektionsbeleuchtung

- A
- Falsch ausgerichtete Lötstelle
- B
- Verbogener Anschluss
Formprüfung bei der Herstellung von Dichtungsleisten
Messen Sie die Höhe eines Lotes mit einer 3D-Kamera.
Zentrale Prüfpunkte
Die Überprüfung von Lötstellen war mit 2D-Kameras schwierig. 3D-Kameras können die Höhe messen, so dass das Lot genau geprüft werden kann. Verwenden Sie die Höhenextraktionsfunktion, die 3D-Höhenbilder in Graustufenbilder (mm → Schatten) umwandelt, um ein Querschnittsbild in einer bestimmten Höhe, z. B. 0,1 mm, über der Leiterplattenoberfläche, zu erzeugen. Durch die Verwendung der Querschnittsfläche und Form des Bildes wird eine stabile Überprüfung der Lötstelle erreicht.
Erkennungsergebnis mit einer 3D-Kamera


3D-Prüfung eines Schweißvorgangs
Beurteilen Sie den Schweißstatus mit einem Laser-Wegmesssensor und 3D-Bildverarbeitung.
Zentrale Prüfpunkte
Die Messung von Schweißbreite oder -abstand mit einer Flächenkamera ist je nach Oberflächenbeschaffenheit womöglich nicht stabil. Die Kombination aus einem Laser-Wegmesssensor und einem Bildverarbeitungssystem ermöglicht eine genaue Beurteilung anhand eines 3D-Bildes auf Basis von Höheninformationen.
Erkennungsergebnis mit Laser-Wegmesssensor und 3D-Messung



-
- Anwendungsmöglichkeiten für Bildverarbeitungssysteme
- Bin Picking mit 3D Robot Vision – die neue Generation der Zuführtechnik
-
- Implementierungsbeispiele nach Industriebereichen
- Anwendungsbeispiele für Bildverarbeitungssysteme in der Automobilindustrie (sonstige)
- Zurück zur Hauptseite von Image Processing.com


![Technikgeschichte Der Bildverarbeitung Band 1 [Kamera]](/img/asset/AS_63138_L.jpg)
![Die neuesten Anwendungsbeispiele aus der Bildverarbeitung [Automotive]](/img/asset/AS_72922_L.jpg)

![Die neuesten Prüfungen mithilfe Bildverarbeitung [Lebensmittelindustrie und Pharmaindustrie]](/img/asset/AS_73109_L.jpg)
![Die neuesten Prüfungen mithilfe Bildverarbeitung [Elektronikbauteile & Elektronikgeräte]](/img/asset/AS_87575_L.jpg)