Beispiele
Auf dieser Seite werden Beispiele für die Schweißsteuerung vorgestellt, einschließlich der Schweißrobotersteuerung und der Nachformsteuerung von Schweißnähten.

- Beispiel 1: Nachformsteuerung von Schweißnähten (Brennerpositionssteuerung)
- Beispiel 2: Nahtverfolgungssteuerung für das Laserlöten
- Beispiel 3: Schweißpositionsmessung von ERW-Rohren
- Beispiel 4: Höhensteuerung des Schweißbrenners
- Beispiel 5: Profilprüfung der Elektrodenspitze eines WIG-Schweißroboters
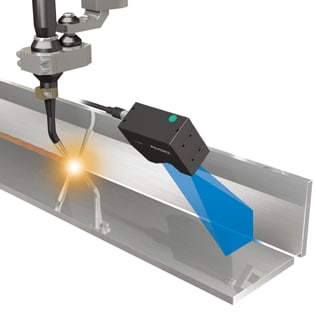
Beispiel 1: Nachformsteuerung von Schweißnähten (Brennerpositionssteuerung)
Da das Laserschweißen zur Feinbearbeitung geeignet ist, ist sein Schmelzbereich begrenzt. Daher ist es unerlässlich, die Schweißnaht genau zu erfassen und die Brennerposition durch Echtzeitrückmeldung zu steuern.
Der 2D/3D Laser-Profilsensor der Modellreihe LJ-V7000 verwendet eine Laserlinie, um die Position oder den Abstand des Grundwerkstoffs und die Form der Schweißlücke schnell und präzise zu erfassen und eine Echtzeitkorrektur der Brennerposition zu ermöglichen. Dies reduziert die Dauer zum Justieren der Brennerposition des Schweißroboters, um so ein schnelles und präzises automatisches Schweißen zu ermöglichen.

Beispiel 2: Nahtverfolgungssteuerung für das Laserlöten
Beim Laserlöten wird die Lichtenergie eines Lasers genutzt, um ein drahtförmiges Lot zu schmelzen, das zwischen den Grundwerkstoffen zum Löten zugeführt wird. Dies kann sowohl die Steifigkeit als auch die Verarbeitungszeit verbessern und gleichzeitig das Aussehen der Grundwerkstoffe erhalten. Als Fügetechnologie der nächsten Generation, die das Widerstandspunktschweißen ersetzt, welches das Aussehen der Grundwerkstoffe beeinflusst, nehmen die Anwendungen in der Automobilindustrie und anderen Industrien zu.
Wenn das Laserlöten zum Fügen von Dächern, Seitenverkleidungen und Kofferraumdeckeln von Automobilen eingesetzt wird, ist die Nahtfolgesteuerung für eine genaue und schnelle Erkennung und Nachformsteuerung von dünnen Schweißnähten, die entlang der komplizierten gekrümmten Oberflächen von Karosserien verlaufen, unerlässlich.
Die Einführung des 2D/3D Laser-Profilsensors der Modellreihe LJ-V7000 mit geschlitztem Laserlicht ermöglicht die Erfassung der Form, Position, Entfernung, Höhe und Höhendifferenz der Naht, in die der Fülldraht eingeführt und auf die der Laser ausgerichtet wird. Dies ermöglicht eine Robotersteuerung in Echtzeit. Diese Fähigkeiten bieten große Vorteile für die Verbesserung der Fügegenauigkeit und Verarbeitungszeit durch die Einführung des Laserlötens.

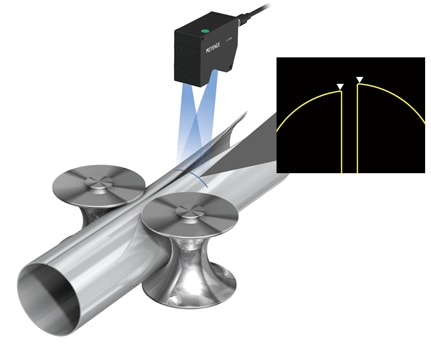
Beispiel 3: Schweißpositionsmessung von ERW-Rohren
Elektrisch widerstandsgeschweißte Rohre (ERW-Rohre) zeichnen sich durch glatte Oberflächen und hohe Produktivität aus. Sie werden in einem breiten Anwendungsspektrum eingesetzt, z. B. im Energiebereich, in mechanischen Strukturen und in Rohrleitungen. Sie werden eingesetzt, da sie sowohl eine hohe Qualität als auch Sicherheit gewährleisten müssen, weshalb eine äußerst zuverlässige Festigkeit der Verbindung von entscheidender Bedeutung ist.
ERW-Rohre werden aus einer Stahlplatte hergestellt, die zu einer Rolle geformt wird. Die Naht wird mittels Hochfrequenz-Induktionsschweißen verschweißt. Wenn die Naht falsch ausgerichtet ist, kann sie nicht richtig geschweißt werden.
Der 2D/3D Laser-Profilsensor der Modellreihe LJ-V7000 kann den Höhenunterschied oder die Lücke im Material schnell und präzise vermessen, indem er eine große Fläche mit einem breiten Laserstrahl bestrahlt. Dies ermöglicht es, die Fehlausrichtung der Schweißnaht zu überprüfen, bevor sie zu einem Schweißfehler führt.
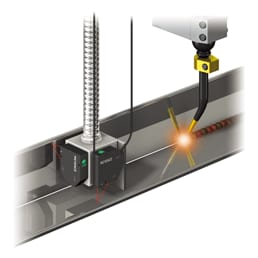
Beispiel 4: Höhensteuerung des Schweißbrenners
Die Höhe des Schweißbrenners kann durch den Einsatz eines Laser-Wegmesssensors während des Schweißens in Echtzeit gesteuert werden. Der Sensor erkennt und meldet schnell die Höhenänderung, die durch die Position, die Biegung, die Verformung oder die Höhendifferenz des Objekts verursacht wird. Die vom Laser-Wegmesssensor erfassten Daten werden in Echtzeit an den Roboter zurückgegeben, damit die autonome Steuerung die richtige Höhe des Brenners jederzeit einhalten kann. Dies verbessert sowohl die Schweißgenauigkeit als auch die Verarbeitungszeit.
Der ultraschnelle und hochgenaue Laser-Wegmesssensor der Modellreihe LK-G5000 erkennt nicht nur schnell die Höhe der Schweißnaht, sondern ermöglicht auch eine rasche Berechnung und Rückmeldung der Messdaten. Dies ermöglicht eine schnelle und genaue Steuerung der Brennerhöhe, was zu einer verbesserten Schweißqualität führt.
Selbst wenn mehrere Wegmesssensoren zur Erfassung der Brennerposition eingesetzt werden, kann die Modellreihe LK-G5000 diese mit einem einzigen Steuergerät steuern.

Beispiel 5: Profilprüfung der Wolframelektrodenspitze eines WIG-Schweißroboters
Das WIG-Roboter-Schweißen schlägt einen Bogen von einer Wolframelektrode, um einen Füllstab zu schmelzen und Objekte zu verbinden. Während der Roboter mit dem Schweißen fortfährt, kann sich die Form der Elektrode ändern. So ändert sich beispielsweise der Spitzenwinkel oder die Spitze biegt sich, was zu Schweißfehlern führen kann.
Als Gegenmaßnahme wird der WIG-Roboter-Schweißprozess um die Profilprüfung mit einem 2D-Messsystem ergänzt, um so eine quantifizierte Überprüfung und Wartung der Elektrodenspitze zu ermöglichen.
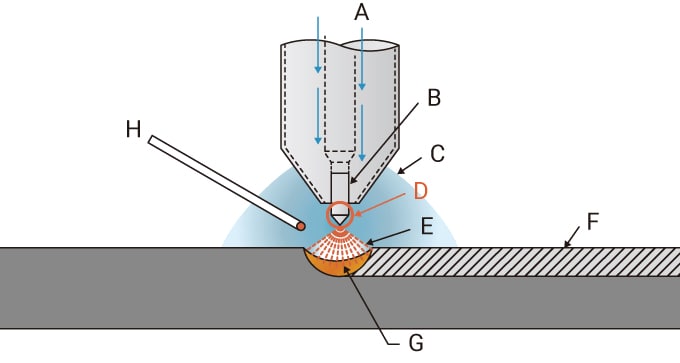
- Schutzgas
- Wolfram-Elektrode
- Ar-Gas
- Spitze der Wolframelektrode
- Bogen
- Schweißgut
- Schweißbad
- Füllstab
[Einführungsbeispiel] Schnelle Prüfung des Profils einer Wolframelektrodenspitze mit einem High-Speed 2D Optischen Mikrometer.
Installieren Sie das schnelle High-Speed 2D Optische Mikrometer der Modellreihe TM-3000 im Stand eines WIG-Schweißroboters. Unter Berücksichtigung der aufgebrachten Last, die während des Prozesses auf die Elektrodenspitze wirkt, ist eine Bewegung zur Profilprüfung der Elektrodenspitze mit einem High-Speed 2D optischen Mikrometer einmal alle 50 fortlaufenden Schweißvorgänge durchzuführen.
Die Modellreihe TM-3000 kann die Profilprüfung in hoher Geschwindigkeit ausführen. Dadurch wird das Auftreten von Schweißfehlern durch Veränderungen der Elektrodenform verhindert und die Auswirkungen auf die Verarbeitungszeit werden minimiert.
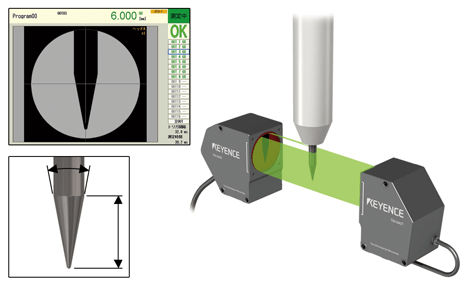
Hochgeschwindigkeitsprüfung der Elektrodenspitze mit dem High-Speed 2D optischen Mikrometer der Modellreihe TM-3000

