Schmelzschweißen: Die wichtigsten Lichtbogenschweißverfahren
Es gibt viele Varianten des Lichtbogenschweißens, die je nach Werkstoffeigenschaften, Anlagenmechanismus und zu verwendendem Gas ausgewählt werden. Auf dieser Seite wird das Lichtbogenschweißen vorgestellt.

WIG-Schweißen
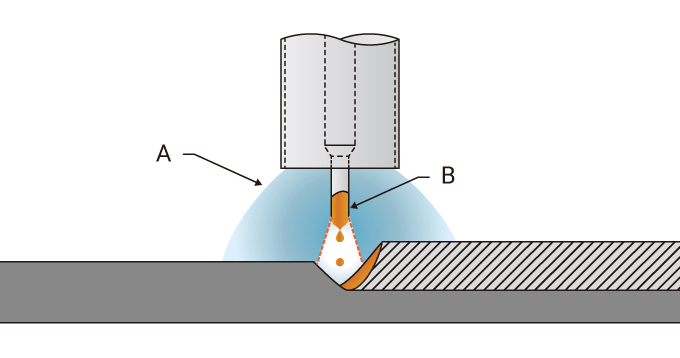
Beim WIG-Schweißen (Wolfram-Inertgas-Schweißen) wird ein Schutzgas zum Schweißen verwendet. Diese Art des Lichtbogenschweißens verursacht keine Funken und kann zum Schweißen unterschiedlicher Metalle verwendet werden, darunter Edelstahl, Aluminium und Eisen.
Für die Entladeelektrode wird nichtabschmelzendes Wolfram und als Schutzgas ein Inertgas wie Argon oder Helium verwendet. Das Verfahren löst unter Schutzgas einen Lichtbogen aus und nutzt die Lichtbogenwärme, um den Grundwerkstoff zu schmelzen und zu schweißen. Obwohl ein Schweißzusatz verwendet wird, sind Spritzer selten, da der Schweißbereich mit dem Schutzgas bedeckt ist und der Lichtbogen stabil ist.
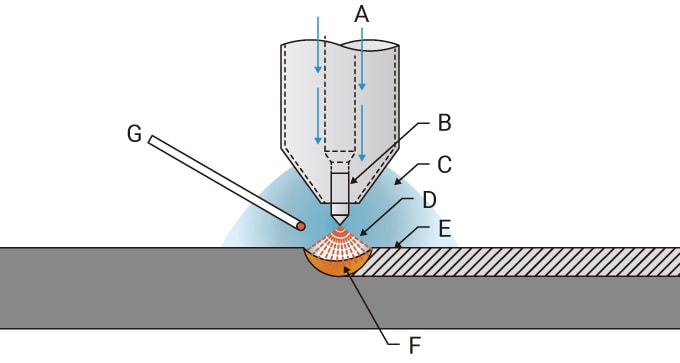
- Schutzgas
- Wolfram-Elektrode
- Ar-Gas
- Bogen
- Schweißgut
- Schweißbad
- Füllstab
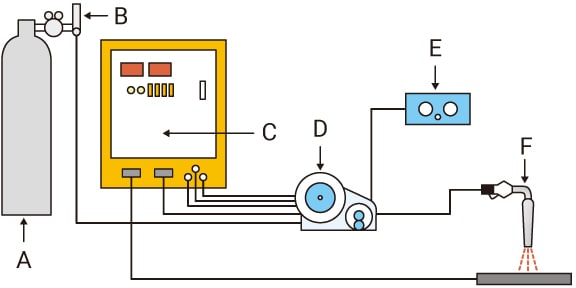
- Stromversorgung für das Schweißen
- Schweißbrenner
- Gasflasche und Gasmengenregler
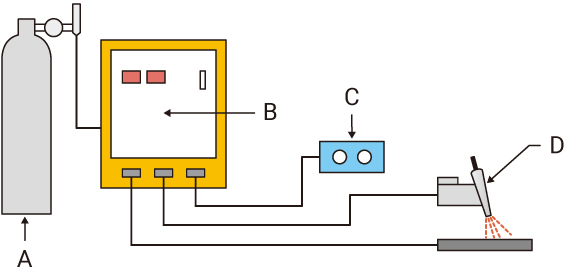
- Gasflasche
- Stromversorgung für das Schweißen
- Fernsteuerungsbox
- Brenner
Es gibt verschiedene Arten des WIG-Schweißens, die nach der Verwendung von Wechsel- oder Gleichstrom, der Verwendung von Impuls- oder Nichtimpulsstrom und der Verwendung eines Schweißzusatzes klassifiziert werden können.
Wechselstrom oder Gleichstrom wird je nach Grundwerkstoff ausgewählt. Es kann zwischen einem Impuls- und einem Nichtimpulsstrom gewählt werden. Das Verfahren mit einem Impulsstrom wird als WIG-Impulsschweißen bezeichnet. Beim WIG-Impulsschweißen wird der Schweißstrom abwechselnd mit einer konstanten Frequenz zwischen einem Impulsstrom und einem Basisstrom geändert. Der Grundwerkstoff schmilzt während des Impulsstroms und kühlt während des Basisstroms ab. Dadurch entstehen regelmäßige Schweißpunkte, so dass eine Schweißraupe wie eine Reihe von Schweißraupen aussieht.
Es gibt zwei Arten des WIG-Schweißens, die einen Draht als Schweißzusatz verwenden: Kaltdrahtschweißen und Heißdrahtschweißen. Beim Kaltdrahtschweißen wird ein normaler Schweißdraht verwendet. Das Heißdrahtschweißen erwärmt den Draht vorher, indem es einen Strom durch ihn leitet. Dies kann die Abschmelzleistung je Zeiteinheit erhöhen. Da im Vergleich zum Kaltdrahtschweißen etwa die dreifache Menge an Schweißzusatz aufgeschmolzen werden kann, kann das Schweißen schneller abgeschlossen werden. Das Heißdrahtschweißen gleicht die Schwäche des WIG-Schweißens aus, das zwar ein qualitativ hochwertiges Schweißen ermöglicht, aber Zeit braucht, um die erforderliche Menge an Schweißzusatz zu schmelzen.
| Ausgangsstrom | Impuls | Frequenz |
|---|---|---|
| Gleichstrom (DC) | Ja | Niederfrequenz (0,5 Hz bis 20 Hz) |
| Mittelfrequenz (20 Hz bis 500 Hz) | ||
| Hochfrequenz (20 kHz oder höher) | ||
| Nein | - | |
| Wechselstrom (AC) | Ja | Niederfrequenz (0,5 Hz bis 20 Hz) |
| Mittelfrequenz (20 Hz bis 500 Hz) | ||
| Nein | - |
| Draht | Methode |
|---|---|
| Nein | |
| Ja | Kaltdraht |
| Heißdraht |
Die obigen Klassifizierungen sind nur ein Beispiel. Es gibt verschiedene Möglichkeiten, die Arten zu klassifizieren, und einige können von der obigen Tabelle abweichen.

MAG-Schweißen
Das MAG-Schweißen (Metall-Aktivgas-Schweißen) ist eine Art des Lichtbogenschweißens, bei dem ein aktives Gas (Kohlendioxid [CO2] oder ein Gasgemisch aus Argon und CO2) verwendet wird. Das Verfahren wird auch als CO2-Lichtbogenschweißen oder CO2-Schweißen bezeichnet. Dieses Verfahren wird im Allgemeinen zum automatischen oder teilautomatischen Schweißen von Eisenmetallen eingesetzt. Es ist aufgrund der chemischen Reaktion von CO2 nicht für Nichteisenmetalle wie Aluminium geeignet.
Das automatische oder teilautomatische MAG-Schweißen verwendet eine Schweißdrahtspule als Elektrode anstelle des Schweißdrahtes beim Metall-Schutzgasschweißen (manuelles Lichtbogenschweißen).
Die Drahtspule ist an der Drahtvorschubeinheit befestigt und wird automatisch über eine Vorschubrolle, die von einem Elektromotor angetrieben wird, an die Brennerspitze befördert. Der Draht wird unter Spannung gesetzt, wenn er durch die Kontaktspitze läuft, die den Draht hält.
Zwischen Draht und Grundwerkstoff wird ein Lichtbogen erzeugt, der Draht und Grundwerkstoff gleichzeitig zum Schweißen schmilzt. Während des Verfahrens wird das Schutzgas durch eine Düse in den Schweißbereich und seine Umgebung geleitet, um den Lichtbogen und das Schweißbad vor der Atmosphäre zu schützen. Für das Schutzgas wird CO2-Gas, ein Gasgemisch aus Argon und CO2 oder ein Gasgemisch aus Argon mit einigen Prozent Sauerstoff verwendet.
Im Vergleich zum Schutzgasschweißen ist die Abschmelzleistung, mit der die Elektrode zum Schweißgut wird, höher, was den Vorteil einer hohen Arbeitseffizienz durch die tiefe Einbrandtiefe des Grundwerkstoffs bringt. Es gibt noch weitere wichtige Vorteile, wie z. B. die hohe Qualität des Schweißgutes und die Tatsache, dass die Installation des Schweißbrenners auf einem Roboter das automatische Schweißen ermöglicht.
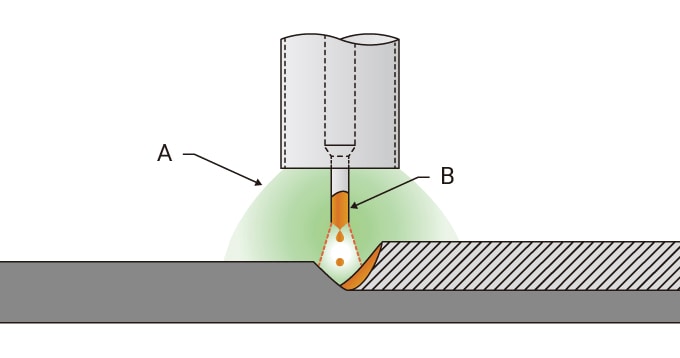
- Ar + CO2-Gasgemisch
oder CO2-Gas - Volldrahtelektrode
- Stromversorgung für das Schweißen
- Drahtvorschubeinheit
- Schweißbrenner
- Gasflasche

- Gasflasche
- Gasmengenregler
- Stromversorgung für das Schweißen
- Drahtvorschubeinheit
- Fernsteuerungsbox
- Schweißbrenner
Das MAG-Schweißen kann durch das Schutzgas oder die Art des Schweißdrahtes klassifiziert werden.
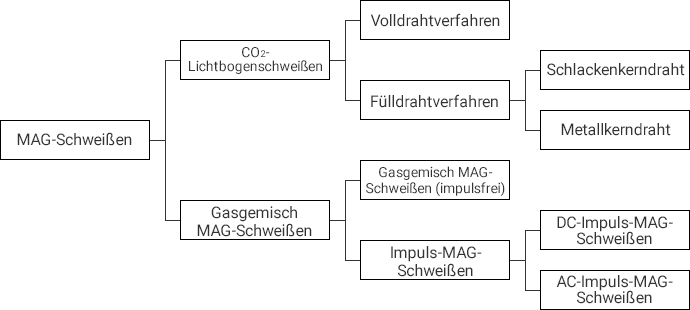
Volldrähte haben einen Querschnitt, der vollständig aus einem einzigen Material besteht. Die Drähte für Kohlenstoffstahl sind auf ihrer Oberfläche verkupfert, um die Rostbeständigkeit und die elektrische Leitfähigkeit zu verbessern. Beschichtungsfreie Volldrähte ohne Verkupferung bieten Vorteile wie stabile Lichtbögen und eine einfache Wartung des Brennerinneren.
Fülldrähte enthalten einen Flussmittelkern im Inneren des Drahtes. Sie bieten Vorteile wie stabile Bögen, weniger Spritzer und ein gutes Erscheinungsbild der Schweißraupe.
Zusätzlich zu den oben genannten gibt es Schlacken- und Metalldrähte. Erstere zeichnen sich durch eine hohe Abschmelzleistung aus und letztere durch eine geringere Schlackenbildung.
MIG-Schweißen
Das MIG-Schweißen (Metall-Inertgas-Schweißen) ist eine weitere Methode des Lichtbogenschweißens. Wie beim WIG-Schweißen wird für das Schutzgas ein Inertgas verwendet, aber das MIG-Schweißen ist eine Schweißart mit abschmelzender Elektrode, die eine Entladeelektrode verwendet, die beim Schweißen schmilzt.
Das Verfahren wird im Allgemeinen zum Fügen von Werkstücken aus Edelstahl oder Aluminiumlegierungen eingesetzt. Je nach zu schweißendem Metall muss eine geeignete Schutzgasart verwendet werden.
Für die Elektrode wird eine Schweißdrahtspule verwendet. Die Drahtspule ist an der Drahtvorschubeinheit befestigt und wird automatisch über eine Vorschubrolle, die von einem Elektromotor angetrieben wird, an die Brennerspitze befördert. Der Draht wird unter Spannung gesetzt, wenn er durch die Kontaktspitze läuft. Zwischen Draht und Grundwerkstoff wird ein Lichtbogen erzeugt, der Draht und Grundwerkstoff gleichzeitig zum Schweißen schmilzt. Während des Verfahrens wird das Schutzgas durch eine Düse in den Schweißbereich und seine Umgebung geleitet, um den Lichtbogen und das Schweißbad vor der Atmosphäre zu schützen.
- Ar-Gas oder
Ar + 2% O2-Gas - Volldrahtelektrode
- Stromversorgung für das Schweißen
- Drahtvorschubeinheit
- Schweißbrenner
- Gasflasche
- Gasflasche
- Gasmengenregler
- Stromversorgung für das Schweißen
- Drahtvorschubeinheit
- Fernsteuerungsbox
- Schweißbrenner
Das MIG-Schweißen kann nach der Verwendung von Wechselstrom oder Gleichstrom bzw. einem Impuls- oder Nichtimpulsstrom klassifiziert werden.
| Impuls | Schweißverfahren | |
|---|---|---|
| Gleichstrom (DC) | Nein | Kurzlichtbogen-MIG-Schweißen |
| Sprüh-MIG-Schweißen | ||
| MIG-Schweißen mit hohem Strom | ||
| Ja | Impuls-MIG-Schweißen | |
| Niederfrequentes, überlagertes Impuls-MIG-Schweißen | ||
| Wechselstrom (AC) | Ja | AC-Impuls-MIG-Schweißen |
| Niederfrequentes, überlagertes AC-Impuls-MIG-Schweißen | ||
| DC + AC | Ja | AC/DC-Verbund-Impuls-MIG-Schweißen |
Das Kurzlichtbogen-MIG-Schweißen ist ein Schweißverfahren, das das Phänomen der Kurzschlussübertragung (Kurzlichtbogen) nutzt. Aufgrund der geringen Wärmeeinbringung in den Grundwerkstoff wird es häufig in teilautomatischen Systemen für dünne Bleche eingesetzt. Das MAG-Schweißen mit Kurzlichtbogen wird häufig zum Schweißen von Blechen mittlerer Dicke in verzerrten Positionen eingesetzt. Beim MIG-Schweißen werden solche Werkstücke oft mit dem Impuls-MIG-Schweißen verschweißt.
Das Sprüh-MIG-Schweißen ist ein Verfahren, bei dem der Schweißstrom höher eingestellt wird als der kritische Strom, um eine höhere Lichtbogenspannung einzustellen. Es nutzt das Phänomen der Sprühübertragung, bei dem der geschmolzene Schweißzusatz verdampft. Wenn ein Aluminiumwerkstück so geschweißt wird, dass keine Spritzer entstehen, kann es zu mangelnder Verschmelzung oder anderen Schweißfehlern kommen. Um dieses Problem zu vermeiden, muss die Lichtbogenspannung etwas verringert werden, damit im kleinen Sprühübertragungsmodus geschweißt werden kann. Das Sprüh-MIG-Schweißen wird nicht mehr häufig eingesetzt, da das Impuls-MIG-Schweißen, das Werkstücke mit geringer bis mittlerer Dicke verarbeiten kann, inzwischen üblich ist.
Beim Großstrom-MIG-Schweißen werden Schweißdrähte mit dicken Durchmessern (ca. 3,2 bis 5,6 mm) verwendet. Das Schweißsystem enthält einen Schweißbrenner mit doppelter Schutzgasdüse und ein Konstantstromnetzteil mit einem Ausgangsnennstrom von ca. 1.000 A.
Das MIG-Schweißen mit Gleich- und Impulsstrom wird auch als konventionelles Impuls-MIG-Schweißen bezeichnet.
Das Grundprinzip ist das gleiche wie beim Impuls-MAG-Schweißen:
Dieses Schweißverfahren überträgt einen kleinen Basisstrom, um einen Lichtbogen aufrechtzuerhalten, und einen Impulsstrom, der abwechselnd den kritischen Strom überschreitet, so dass Sprühtröpfchen aus dem Draht übertragen werden können, selbst wenn der durchschnittliche Strom unter den kritischen Strom fällt. Sie gewährleisten ein effektives und hochwertiges Schweißen von dünnen bis dicken Blechen.
Das niederfrequente, überlagerte Impuls-MIG-Schweißen ist ein auf dem Impuls-MIG-Schweißen basierendes Verfahren zur Erzielung eines hochwertigen Schweißens von Aluminiumwerkstücken. Da der Prozess schöne schuppenartige Schweißraupen erzeugen kann, wird er zum Schweißen von dünnen Aluminiumplatten für Automobile oder Motorräder verwendet.
