Beschriftungslaser
4 Häufige Probleme und Lösungen bei Laserbeschriftungssystemen
-
Tags:
- Lasermarkierung , Laserätzung , Laserbeschriftung
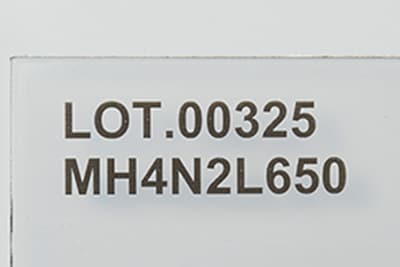
Beschriftungslaser erfreuen sich großer Beliebtheit, da sie kontrastreiche und dauerhafte Markierungen erzeugen, ohne das Material zu beschädigen. Doch was können Sie tun, wenn Ihre Beschriftungslaser nicht wie erwartet funktionieren?
Die Lösung liegt oft nicht in aufwendiger Wartung, sondern in einfachen Anpassungen.
Was ist ein Beschriftungslaser?

Ein Beschriftungslaser ist ein Werkzeug, das mithilfe eines Laserstrahls Materialien markieren, gravieren, reinigen, texturieren oder sogar härten kann. Diese Systeme sind äußerst vielseitig und können Glas, Kunststoff, Gummi, Holz, Papier, Metall und Harz in nahezu jeder Branche markieren.
Trotz ihrer Vielseitigkeit können Probleme auftreten, etwa bei der Auswahl des richtigen Lasertyps, der Kontrasteinstellungen oder des Programms. Mit den richtigen Lösungen lassen sich diese Herausforderungen jedoch leicht bewältigen.
Häufiges Problem #1: Die Markierung sieht nicht richtig aus
Beschriftungslaser bieten verschiedene Markierungsarten, wie Gravieren, Ätzen oder Anlassen. Wenn die Markierung nicht wie gewünscht aussieht, liegt dies oft an falschen Einstellungen oder einem ungeeigneten Lasertyp. Beispielsweise erfordert das Anlassen andere Einstellungen als das Gravieren.
Lösung
- Anlassen: Verwenden Sie einen Laser mit hoher Leistung und einem unscharfen, hochwertigen Strahl, wie einen YVO4- oder Faserlaser.
- Gravieren und Ätzen: Hier ist ein fokussierter, leistungsstarker Strahl erforderlich, da das Material durch Ablation (Materialabtrag) bearbeitet wird.
- Texturieren: Nutzen Sie kurze Pulse mit einem hochwertigen Strahl. Je langsamer die Pulse, desto tiefer die Textur.
Häufiges Problem #2: Materialschäden
Ein Hauptvorteil von Beschriftungslasern ist, dass sie Materialien nicht oder nur kaum durch Hitzeeinwirkung beschädigen. Wenn dennoch Schäden auftreten, liegt dies meist daran, dass der Lasertyp nicht für das Material geeignet ist.


Lösung
- Hitzeempfindliche Materialien: Materialien wie Gummi, Harz oder Folien können durch Faserlaser beschädigt werden, da diese mit hoher Leistung und Wärme arbeiten. Verwenden Sie stattdessen UV-Laser, die mit einer kürzeren Wellenlänge arbeiten und eine hohe Absorptionsrate aufweisen. Dadurch entsteht eine Beschriftung ohne Wärmeentwicklung.
Häufiges Problem #3: Niedriger Kontrast
Beschriftungslaser sind bekannt für ihre kontrastreichen und dauerhaften Markierungen. Wenn die Markierungen jedoch einen niedrigen Kontrast aufweisen, liegt dies oft an falschen Einstellungen oder einem ungeeigneten Lasertyp.
Lösung
- Material mit hohem Schmelzpunkt: Verwenden Sie UV-Laser, da diese die höchste Absorptionsrate haben und auch hitzebeständige Materialien markieren können.
- Reflektierende Materialien: Metalle können oft nur mit Faser- oder Hybridlasern markiert werden, da sie CO2-Laserstrahlen nicht absorbieren.
Häufiges Problem #4: Verzerrte oder deformierte Markierungen
Je nach verwendetem Linsentyp können Beschriftungslaser in der Mitte des Markierungsbereichs scharfe Ergebnisse erzeugen, während die Ränder verzerrt sind. Dies ist ein häufiges Problem bei FӨ-Linsen, die sphärisch sind. Auch bei unebenen oder runden Oberflächen können Verzerrungen auftreten.
Lösung
- Fokale Distanz prüfen: Stellen Sie sicher, dass das gesamte Markierungsfeld die richtige Brennweite hat.
- Rotationsvorrichtung verwenden: Für runde oder sphärische Teile kann eine Rotationsvorrichtung erforderlich sein.
- 3-Achsen-Laser: Laserbeschrifter mit 3-Achsen-Steuerung, wie die von KEYENCE, passen die Brennweite automatisch an. Dadurch können größere Sichtfelder, unterschiedliche Geometrien oder Höhenunterschiede präzise markiert werden.
Wie nutzen Sie Ihren Beschriftungslaser optimal?
Um das Beste aus Ihren Laserbeschriftungssystemen herauszuholen, sollten Sie sich vor der Verwendung umfassend informieren. Obwohl diese Systeme multilateral sind und eine Vielzahl von Materialien und Anwendungen abdecken, ist es wichtig zu verstehen, wie Ihr Material mit der Wärmequelle, Frequenz, Leistung und dem Ausgang des Laserstrahls interagiert.
Tipps
- Definieren Sie die Materialien und Ihre Designergebnisse, um die Maschine optimal einzustellen.
- Testen Sie verschiedene Einstellungen. Oft liegt das Problem nicht an der Maschine selbst, sondern an der falschen Nutzung.
Möchten Sie mehr über Beschriftungslaser erfahren?
KEYENCE bietet umfassende Unterstützung, um Ihnen die besten Ergebnisse mit Ihrem Laserbeschrifter zu ermöglichen. Unsere Systeme sind nicht nur effizient und umweltfreundlich, sondern auch wartungsarm, da sie keine Verbrauchsmaterialien benötigen.
Besuchen Sie unsere Ressourcenseite für Beschriftungslaser, um mehr über die verschiedenen Lasertypen und deren Anwendungen zu erfahren. Oder kontaktieren Sie uns für eine Demo – unser Expertenteam hilft Ihnen, das ideale Laserbeschriftungssystem für Ihre Anforderungen zu finden!