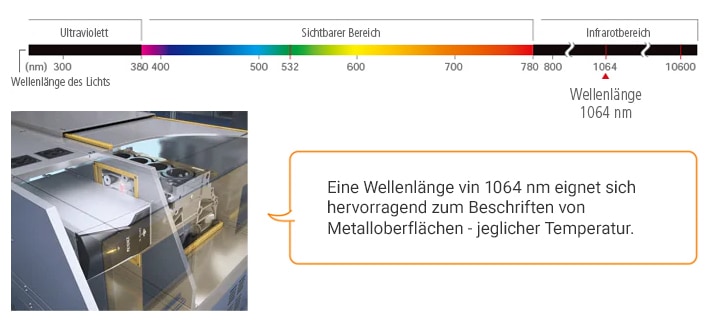
Umgebungsbedingungen von Laserbeschriftern
Nicht immer ist ein Ort für einen Laserbeschrifter ideal. Es gibt im Vorfeld viele Fragen, die geklärt werden müssen - nicht nur aufgrund des Sicherheitsaspektes. Staub, Öl und allgemein unerwünschte Partikel können eine Beschriftung nicht bloß erschweren, sondern auch dem Beschriftungslaser die Arbeit schwerer machen. In diesem Abschnitt finden Sie praktikable Lösungen für raue Umgebungen, damit Ihr Beschriftungslaser über Jahre hinweg einwandfreie Beschriftungen tätigt.
- Laserbeschriftung bei heißer Umgebung
- Laserbeschriftung in einer Umgebung mit spritzendem Öl
- Laserbeschriftung in einer staubigen Umgebung
Laserbeschriftung bei heißer Umgebung
Problemstellung 1
Wir stellen Gussteile her. Derzeit werden die Fertigprodukte von uns graviert, wir würde aber gerne auf Laserbeschriftung umstellen. Im Moment prüfen wir die Machbarkeit.
Auf dem Produkt soll direkt nach dem Guß ein 2D-Code aufgebracht werden, der die interne Prozesssicherung gewährleisten soll. Die Herausforderung besteht in der hohen Temperatur von 250 Grad, die der Motorblock nach dem Gießen hat.
Ist es trotzdem möglich einen Beschriftungslaser einzusetzen?
Lösung
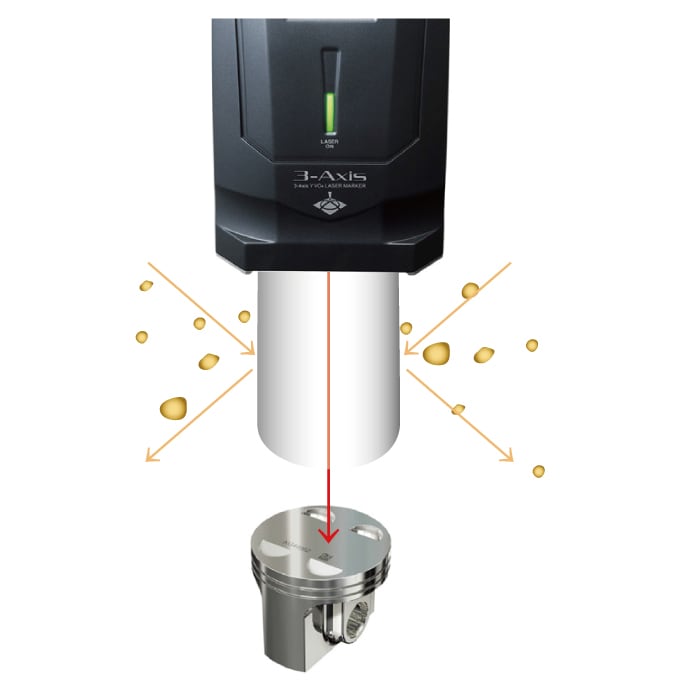
Wir empfehlen Ihnen einen großen Abstand des Beschriftungskopfes mit Luftzirkulation vor der Linse.
Die Beschriftung von Produkten direkt nach dem Gießen bereitet keine Probleme. Werden die Produkte bis zu 300 Grad heiß, steigt auch die Umgebungstemperatur auf Werte an, die die Betriebstemperatur des Beschriftungslasers deutlich überschreiten. Diesem kann Abhilfe geschaffen werden, indem das Produkt mit schneller Taktzeit beschriftet wird und der maximale Abstand von Beschriftungslaser und Produkt gewahrt wird. Hierzu gibt es vielerlei Möglichkeiten von Einhausungen, die wir gerne mit Ihnen durchgehen können. Auch hat es sich bewährt einen Luftstrom zwischen Linse und Produkt zu integrieren, da Gußarbeitsplätze für gewöhnlich sehr rußig sind. Da die komplette Umgebung sehr heiß ist, empfiehlt es sich den Controller in eine Art Kühlschrank zu integrieren. Durch unsere jahrelange Expertise kennen wir eine Vielzahl von Möglichkeiten, wie man heiße Produkte beschriften kann.
Markierung von heißen Objekten direkt nach dem Gießen

Laserbeschriftung in einer Umgebung mit spritzendem Öl
Problemstellung 2
Wir ziehen die Installation eines Beschriftungslasers in der Linie in Betracht und stellen uns die Frage, ob ein Beschriftungslaser in Bereichen mit spritzendem Maschinenöl eingesetzt werden kann.
Wir können uns vorstellen, ein Schutzglas vor der Linse anzubringen. Jedoch wissen wir, dass die erforderliche regelmäßige Reinigung sehr aufwändig ist. Daher haben wir Bedenken, ob das Wartungspersonal das Schutzglas korrekt reinigen würde.
Lösung
Wir empfehlen Ihnen die Verwendung einer Ölschutzabdeckung!
Eine regelmäßige Reinigung der Schutzlinse, gerade im Inline-Betrieb, kommt einem hohen Wartungsaufwand gleich. Das muss aber nicht sein, wählt man einen Beschriftungslaser aus der Modellreihe MD-X mit der Monitoring-Function. Die vorausschauende Wartung hilft bei eben diesen Herausforderungen.
Sollen Sie sich trotzdem gegen einen Laser aus der Modellreihe MD-X entscheiden und vielleicht ein anderes Modell bevorzugen, haben wir auch hier einen Lösungsvorschlag.
Unsere Empfehlung ist daher, eine Abdeckung um die Linse zu installieren. Nun bleibt der Laser weiterhin wartungsfrei.
Laserbeschriftung in einer staubigen Umgebung
Fremdpartikel stellen Hersteller mitunter vor die größten Probleme. Im Folgenden haben wir zwei typische Beispielszenarien aufgelistet, die wir aus dem Betriebsalltag kennen.
Problemstellung 3
Wir ziehen die Verwendung von Beschriftungslasern zum Schneiden von transparenter Folie in betracht. Jedoch konnten wir bislang nicht verhindern, dass die bei der Laserbearbeitung auftretenden Dämpfe sich auf den Produkten absetzen und einen Schleier bilden.
Ist das Schneiden mit Schneidwerkzeugen wirklich die einzige Möglichkeit?
Lösung
Wir empfehlen Filteranlage oder einen Laser mit guter Wärmeabsorptionseigenschaft!
Luftfilter sind die erste Wahl, wenn es darum geht Fremdpartikel aus der Luft zu filtern. Das ist nicht bloß für die Beschriftung zuträglich, sondern auch für die Atmung der Mitarbeiter.
Manchmal ist dies leider nicht möglich, dann empfiehlt es sich einen Beschriftungslaser zu wählen, der möglichst wenig Hitzeeinwirkung hat und so wenig Fremdpartikel in die Luft entlässt.
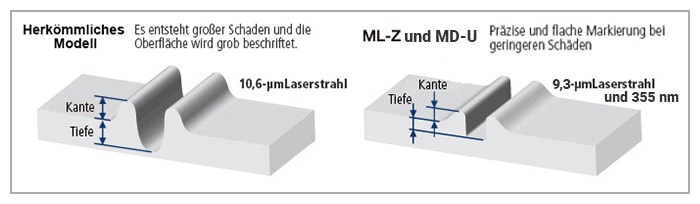
Ein Laser mit 9,3μm oder 355 nm Wellenlänge und geringer Pulsbreite haben gute Wärmeabsorptionseigenschaften - schneiden ohne viel Wärmeeintrag ist so problemlos möglich und Dämpfe werden weitestgehend vermieden. Die Schnittqualität ist zudem hervorragend scharfkantig.
Vorteile des Laserschneidens
- Darstellung des Aufwurfs durch Hitze
- Teure Stanzwerkzeuge werden nicht mehr benötigt
- Wartungsintervalle sind nicht mehr nötig, d.h. eine stabile Qualität
- Ein Chargenwechsel kann einfach über die Software ausgeführt werden
Problemstellung 4
Wir verwenden derzeit Beschriftungslaser für die Markierung von Kunststoffsteckern, jedoch bilden die Markierrückstände regelrechte Ablagerungen. Trotz der regelmäßigen Reinigung treten nach wie vor Markierungsfehler auf.
Selbst eine Absaugung mit hoher Leistung bringt nicht das gewünschte Ergebnis.
Haben Sie Vorschläge, was wir ausprobieren könnten?
Lösung
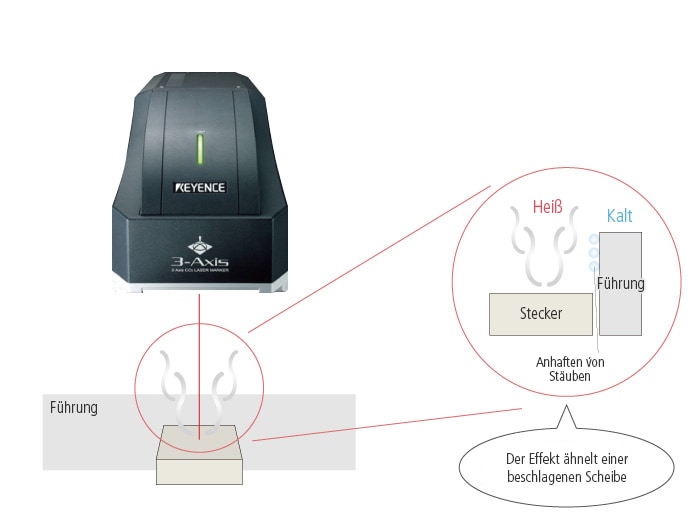
Verwenden Sie eine andere Wellenlänge - ideal wäre UV. Ist dies nicht möglich, modifizieren Sie die Rückführung.
- UV-Laser mit ihrer niedrigen Wellenlänge sind ideal zur Bearbeitung und Beschriftung von Kunststoffen.
Haben Sie nicht die Kapazitäten auf einen anderen Laser umzuschwenken, empfehlen wir ihnen dennoch zumindest über einen Infrarotlaser mit 9300 nm nachzudenken. Diese Laser sind relativ günstiger zu haben und besitzen eine gute Wärmeabsorptionseigenschaften, sodass keine unnötigen Dämpfe erzeugt werden. Ablagerungen können dadurch schon im Vorfeld verhindert werden. - Staubpartikel sammeln sich auf den Führungen an, weil die durch Sublimation entstehenden an der Führung kondensieren. Indem Sie die Führung kühlen, verhindern Sie diesen Effekt.
Ihre Probleme können mit dem Know-how von KEYENCE gelöst werden.
Wir machen Ihnen einen optimalen Vorschlag, der auf Ihren Einsatzort abgestimmt ist.