Messung der Oberflächentextur
Das Schichtmuster von natürlichem Holz oder Leder im Vergleich zu dem auf der Oberfläche von Metall, Kunststoff, Glas, Stein oder anderen Materialien wird als Oberflächentextur bezeichnet. Zusätzlich zum hochwertigen Gefühl wird die Oberfläche texturiert, um die Haltbarkeit und Sicherheit zu verbessern. Dieser Prozess wird in einer Vielzahl von Produkten eingesetzt, darunter Bürogeräte wie PCs und Drucker, Armaturenbretter in Autos, Mobiltelefone und Videospielkonsolen.
Hier erklären wir Ihnen die Prinzipien, die wichtigsten Punkte und andere Grundlagen der Herstellung von texturierten Materialien. Wir werden uns mit allgemeinen Herausforderungen bei ihrer Messung und möglichen Lösungen für diese Herausforderung befassen.
- Oberflächentextur
- Prinzipien der Oberflächentexturierung bei der Formgebung
- Wichtige Punkte für die Oberflächentexturierung
- Herausforderung bei gängigen Messungen der Oberflächentextur
- Lösungen für Herausforderungen bei der Messung der Oberflächentextur
- Zusammenfassung: Erhebliche Verbesserung und höhere Effizienz bei komplexen Messungen der Oberflächentextur
Oberflächentextur

Wahrscheinlich haben Sie schon einmal das Wort „Oberflächentextur“ in der Beschreibung einer Lederoberfläche gesehen. Die Oberflächentextur verleiht der Oberfläche eines Produkts eine natürliche Holzmaserung, ein Ledermuster oder ein mattes Muster. Es kann die Lebensdauer des Produkts verlängern, sein Aussehen verbessern und ein hochwertiges Gefühl erzeugen.
Der Prozess des Auftragens einer Textur während der Produktion wird als Oberflächentexturierung bezeichnet. Weitere Begriffe für dieses Verfahren sind Satinieren oder Ätzen. Diese Texturen können mit Hilfe von Matrizen erzeugt werden, die mit dem Texturmuster versehen sind, das dann während des Gießens, durch chemisches Ätzen oder durch Sandstrahlen auf die Produktoberfläche übertragen wird.
Prinzipien der Oberflächentexturierung bei der Formgebung
Die Oberflächentextur wird erzeugt, indem ein in der Texturierungsform bearbeitetes Muster auf das Produkt übertragen wird. Aus diesem Grund muss eine Texturierungsform aufwändig bearbeitet werden, um eine Textur zu reproduzieren, die sich dreidimensional anfühlt und der Realität so nahe wie möglich kommt. Dies geschieht durch die Wiederholung der Übertragungs- und Ätzprozesse. Die Grundlagen der Verarbeitung sind gleich, unabhängig davon, welches Muster reproduziert werden soll. Dieser Vorgang wird anhand der folgenden Querschnittsabbildungen erläutert.
-
Erste Übertragung
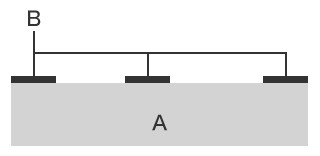
-
Erste Ätzung
- A
- Gussform
- B
- Säurebeständige Tinte
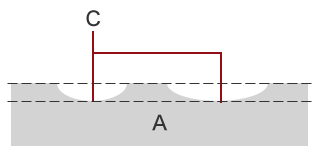
- C
- Metall an Stellen, an denen keine säurebeständige Tinte aufgetragen wurde, wird erodiert und entfernt.
-
Zweite Übertragung
-
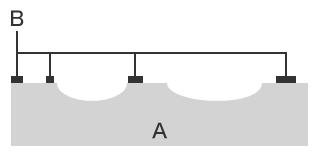
Zweite Ätzung
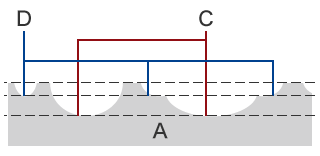
- A
- Gussform
- B
- Säurebeständige Tinte
- C
- Der beim ersten Ätzen entfernte Teil wird noch tiefer.
- D
- Beim zweiten Ätzen entfernter Teil
-
Dritte Übertragung
-
Dritte Ätzung
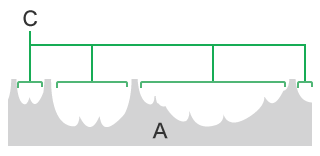
- A
- Gussform
- B
- Säurebeständige Tinte
- C
- Beim dritten Ätzen neu entfernter Teil
Auf diese Weise entsteht durch wiederholtes Übertragen und Ätzen eine Form mit einer ausdrucksstarken Textur, die ein dreidimensionales Gefühl erzeugt. Der Vorgang kann für ein einfaches Texturmuster einmal durchgeführt werden, für ein komplexes Muster kann er zehnmal oder öfter wiederholt werden.
Bei der Oberflächentexturierung sind fast 80% des gesamten Prozesses Handarbeit. Insbesondere das Übertragen erfordert handwerkliche Techniken, mühsame Arbeit und demnach einen hohen Zeitaufwand.
Wichtige Punkte für die Oberflächentexturierung
In den meisten Fällen wird die Oberflächentexturierung nach Abschluss der Bearbeitungs- und Polierarbeiten durchgeführt. Wenn also eine Korrektur erforderlich ist oder ein Fehler auftritt, der nicht behoben werden kann, kann dies den Produktionsplan erheblich beeinträchtigen. Aus diesem Grund ist die Oberflächentexturierung ein abschließender Prozess, der ein sehr großes Risiko mit sich bringt.
Nachfolgend sind die wichtigsten Punkte aufgeführt, die bei der gewöhnlichen Oberflächentexturierung beachtet werden müssen, um das Risiko des Auftretens von Mängeln zu verringern.
Polieren der Oberfläche und der Form mit Schleifpapier oder Schleifkörnern.
Vollständiges entfernen von Mikrorissen in der Form und der bearbeiteten Schicht der Oberfläche.
Verhindern von Mängeln, die durch das Formmaterial verursacht werden.
Für die Form ein Stahlmaterial wählen, welches ein geringes Risiko von Materialfehlern wie Hohlräumen, Verunreinigungen oder Karbiden aufweist.
Darauf achten, dass bei der Wärmebehandlung des Stahls die Schnittrichtung und die Walzrichtung nach Möglichkeit gleich sind.
Wenn die Richtungen nicht übereinstimmen, kann es zu Unebenheiten kommen und es kann unmöglich sein, eine einheitliche Textur zu erzeugen. Darüber hinaus ist es wichtig, dass die Texturierung nicht an Stellen angebracht wird, an denen geschweißt wurde.
Achten auf die Entformungsschräge und die Dicke.
Die Entformungsschrägen sollten so groß wie möglich eingestellt werden. Wenn die Seiten der Form bearbeitet werden, sollte auch die Dicke des geformten Produkts erhöht werden, um die Schrumpfung absichtlich zu erhöhen. Die Temperatur der Formoberfläche sollte, wenn möglich mit einer Kühlstruktur und einer Heizpatrone kontrolliert werden.
Die Qualität kann auch verbessert werden, indem man den Prozess so ändert, dass die Bearbeitung nach der Oberflächentexturierung erfolgt. Das endgültige Aussehen der Oberflächentextur hängt von Faktoren wie der Art des Formmaterials, der Färbung und dem Glasfasergehalt ab. Durch das Beziehen auf frühere Daten, können der Texturtyp, die Tiefe und andere Merkmale entsprechend ausgewählt werden.
Herausforderung bei gängigen Messungen der Oberflächentextur
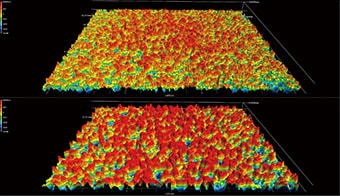
Bei der Oberflächentextur haben die Tiefe, die Höhe und die Form des Musters einen großen Einfluss auf die Produktqualität. Fehler in der Oberflächentextur wirken sich nicht nur auf das Aussehen und die Haptik aus. Bei einer Oberflächentextur gegen das Abrutschen können sich Mängel auf die Sicherheit und die allgemeine Griffigkeit eines Teils auswirken. Bei Texturen, die Oberflächenfehler kaschieren sollen, können Mängel die Produktivität beeinträchtigen. Aus diesem Grund sind Messungen und Prüfungen erforderlich, um zu bestätigen, dass die Textur auf der gesamten Oberfläche wie vorgesehen ist.
Üblicherweise werden Mikroskope und Rauheitsmessgeräte für die Messung und Quantifizierung der Textur verwendet. Diese Messungen sind jedoch mit einigen gängigen Herausforderungen verbunden.
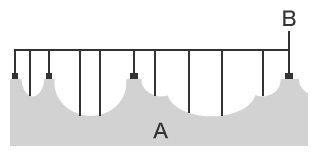
Herausforderung bei Messungen der Oberflächentextur mit einem Rauheitsmessgerät oder einem Wegmesssensor
Bei der Messung der Oberflächenrauheit mit einem Rauheitsmessgerät ist die Messung in Höhenrichtung nur auf Punkte oder Linien beschränkt. Daher ist es notwendig, die Anzahl der Messpunkte zu erhöhen, um die Form genau identifizieren zu können. Der Zeitaufwand für eine Messung durch Bewegen eines Messtasters oder Taststifts steigt proportional zur Anzahl der Messpunkte. Da außerdem nach dem Anbringen des Messobjekts eine Positionskorrektur erforderlich ist, sind die Messwerte nicht zuverlässig, da die Messpunkte je nach Anwender variieren.
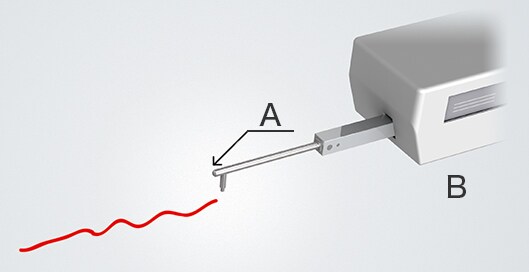
- A
- Messtaster
- B
- Detektor
Herausforderung bei Messungen der Oberflächentextur mit einem Mikroskop

Im Gegensatz zu Rauheitsmessgeräten können Mikroskope Oberflächeninformationen erfassen. Rillenbreiten können je nach Ausmaß der Objekttischbewegung gemessen werden und die Tiefe kann anhand der Fokuseinstellung gemessen werden.
Gleichzeitig hängen die Messungen aber vom menschlichen Auge ab, was zu Abweichungen aufgrund von Unterschieden in der Beurteilung durch den Anwender führt. Ein weiteres Problem ist, dass die Messergebnisse möglicherweise nicht quantifiziert werden können, weil die Mikroskope ursprünglich nicht zum Messen gedacht waren, oder dass die Zuverlässigkeit der quantifizierten Messwerte gering ist.
Lösungen für Herausforderungen bei der Messung der Oberflächentextur
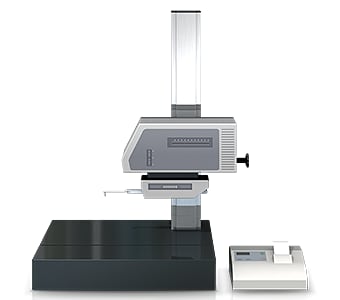
Die Messwerkzeuge, die traditionell zur Analyse von Oberflächentexturen verwendet werden, stoßen bei der Messung von dreidimensionalen Objekten und Flächen auf Herausforderungen. Diese Messungen werden mittels Punkt- oder Linienkontakt durchgeführt, was zu einer geringen Zuverlässigkeit führt. Um diese Messprobleme zu lösen, hat KEYENCE das 3D-Profilometer der Modellreihe VR entwickelt.
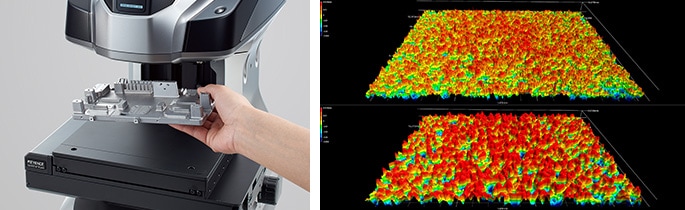
Die Modellreihe VR erfasst präzise die 3D-Form der gesamten Oberfläche, ohne das Messobjekt zu berühren. Die 3D-Form kann zudem durch einen Scan des Messobjekts auf dem Objekttisch in nur einer Sekunde mit hoher Präzision gemessen werden. Das System ist in der Lage, sofortige und quantitative Messungen durchzuführen. In diesem Abschnitt werden einige Vorteile der Modellreihe VR vorgestellt.
Vorteil 1: Messungen großer Flächen von bis zu 300 mm x 150 mm sind möglich.
Legen Sie für die Messung das Messobjekt auf den Objekttisch und starten Sie die Aufnahme per Klick. Eine genaue Positionierung oder sonstige Vorbereitung ist nicht erforderlich. Dadurch wird sichergestellt, dass alle Anwender, unabhängig von ihren Fähigkeiten, genaue und wiederholbare Ergebnisse erzielen können.
Im Gegensatz zu bisher verwendeten Messgeräten ist die Modellreihe VR in der Lage, die Höhenparameter der Oberflächentextur über eine große Fläche verteilt zu messen, was bisher nur mit großem Aufwand möglich war. Software-Tools, mit denen sich eine Vielzahl von Messungen leicht durchführen lassen, sind ebenfalls enthalten. So kann auch ein Anwender, der mit den Messprinzipien nicht vertraut ist, einfach und sofort eine Analyse durchführen. Damit muss für die Handhabung der Tools kein Fachpersonal mehr herangezogen werden.

Vorteil 2: Das Messsystem unterstützt die Rückverfolgbarkeit.
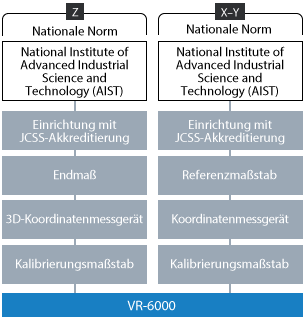
Die Modellreihe VR ist ein berührungsloses 3D-Profilometer, das die Rückverfolgbarkeit gemäß nationaler Normen gewährleistet. Die Spezifikationen des Systems werden sowohl in Genauigkeit als auch Wiederholgenauigkeit gewährleistet, wodurch zuverlässige Messergebnisse gegeben sind. Kalibrierzertifikate werden standardmäßig mit dem Messkop mitgeliefert.
Ein Kalibriermaßstab mit Prüfbericht und Kalibrierzertifikat ist optional erhältlich. So kann jeder Anwender die Kalibrierung einfach und präzise vor Ort durchführen, ohne einen Techniker zu Hilfe rufen zu müssen.
Zusammenfassung: Erhebliche Verbesserung und höhere Effizienz bei komplexen Messungen der Oberflächentextur
Die Modellreihe VR kann 3D-Messobjekte durch schnelles und berührungsloses Scannen präzise und sofort messen. Selbst schwierige Messungen wie die Höhe und Rauheit von Oberflächentexturen können in kürzester Zeit durchgeführt werden. Die Modellreihe VR kann helfen, die vielen Herausforderungen zu lösen, auf die handelsübliche Messwerkzeuge stoßen.
- Da die gesamte Oberfläche erfasst wird, kann die Modellreihe VR problemlos Oberflächentexturen über einen großen Bereich messen. Das System kann auch verschiedene Parameter wie die Rauheit messen.
- Dies verhindert durch menschliche Faktoren bedingte Abweichungen und ermöglicht so eine zuverlässige quantitative Messung.
- Es sind weder Positionierung noch andere Vorbereitungen erforderlich. Anwender können einfach das Messobjekt auf den Objekttisch platzieren und die Aufnahme per Klick starten. Damit muss für die Messung kein Fachpersonal mehr herangezogen werden.
- 3D-Formen können mit hoher Geschwindigkeit und Genauigkeit gemessen werden. Dadurch ist es möglich, eine große Anzahl von Messobjekten in kurzer Zeit zu messen, was zur Qualitätsverbesserung beiträgt.
Dieses System ermöglicht auch den Ist-Ist- bzw. CAD-Vergleich. Benutzer können auch eine einfache Datenanalyse durchführen und Toleranzen zuweisen, um eindeutige OK/n.iO.-Ergebnisse zu erhalten. Es kann effektiv für eine Vielzahl von Zwecken eingesetzt werden, einschließlich Produktentwicklung, Trendanalysen in der Produktion und Stichprobenprüfungen.
