Quantifizierung, Kontrolle und Beurteilung der Verschleiß- und Standzeiten von Werkzeugen
Auf der Suche nach höherer Festigkeit, größerer Genauigkeit und geringerem Gewicht ist die Nachfrage nach Werkstoffen mit geringer Zerspanbarkeit gestiegen, wie z. B. Hartmetalllegierungen, harte spröde Werkstoffe und gehärtete Stähle.
Schwer zerspanbare Werkstoffe stellen eine große Belastung für die Schneidwerkzeuge dar, daher ist besondere Vorsicht bei abgenutzten oder ausgeschlagenen Klingen geboten.
Das Digitalmikroskop der Modellreihe VHX von KEYENCE verbessert die Messeffizienz von Zerspanungswerkzeugen erheblich und erleichtert die Kontrolle und Beurteilung von Werkzeugen.

- Neue Werkstoffe und die Entwicklung von Schneidwerkzeugen
- Bedeutung von Prüfungen des Werkzeugverschleißes
- Kontrolle der Verschleiß- und Standzeiten von Werkzeugen
- Aktuelle Beispiele für den Einsatz von Mikroskopen zur optimierten Messung und Prüfung von Werkzeugverschleiß
- Tiefenscharfe Betrachtung und Messung von Werkzeugen und weiteren Produkten
- Keine Beeinträchtigung der Betrachtung und Messung durch glänzende Oberflächen
- Betrachtung und 2D/3D-Messungen von Verschleiß und Absplitterungen mit nur einem System
- Betrachtung und Messung eines Diamantwerkzeugs (PKD-Werkzeug)
- Werkzeug-Standzeitmanagement durch Langzeitbetrachtung
- Aktuelle Lösungen für die Messung und Prüfung von Schneidwerkzeugen
Neue Werkstoffe und die Entwicklung von Schneidwerkzeugen
Mit der Forschung und Entwicklung von Technologien zur Gewichtsreduzierung und zur Verbesserung von Sicherheit und Leistung und dem praktischen Einsatz solcher Technologien wächst der Bedarf, schwer zerspanbare Werkstoffe wie Titanlegierungen und CFK* mit hoher Genauigkeit zu schneiden, insbesondere in der Automobil- und Luftfahrtindustrie. Neben dem Schneiden von schwer zerspanbaren Werkstoffen werden zunehmend solche Verfahren durchgeführt, die die Werkzeuge stark belasten und dennoch eine hohe Zuverlässigkeit erfordern. Beispiele für derartige Verfahren sind die Hochgeschwindigkeitsbearbeitung zur Verbesserung der Produktionsleistung und die unbemannte kontinuierliche Bearbeitung, die über lange Zeiträume durchgeführt wird. In der Halbleiterindustrie sind mit der Notwendigkeit der Mikrobearbeitung auch Präzisionsschneidtechnologien im Bereich von wenigen Mikrometern entstanden.
Um diesen Anforderungen gerecht zu werden, wurden Einwegwerkzeuge mit auswechselbaren Klingen für Meißel, Bohrer und Schaftfräser entwickelt. Für Einwegwerkzeuge können Spitzen aus Hartmetalllegierungen*, PKD* oder CBN* auf die Klingen montiert werden, um schwer zerspanbare Werkstoffe zu bearbeiten. Diese Art von Werkzeugen wird in einer Vielzahl von Bereichen eingesetzt, da es nur notwendig ist, die Spitze zu ersetzen, wenn eine Klinge abgenutzt ist, wodurch der Wartungsaufwand und die Kosten reduziert werden.
CFK: Eine Abkürzung für kohlenstofffaserverstärkte Kunststoffe. Es ist ein Verbundwerkstoff aus Kohlenstofffasern und Epoxidharz. Dieses Material weist eine geringere Dichte, ein geringeres Gewicht und eine höhere Festigkeit als Eisen und Aluminium auf. Im Gegensatz zu Metallen hat CFK eine hohe Elastizität und Festigkeit in Faserrichtung, was eine Festigkeitsauslegung nach dem Verhältnis in Faserrichtung ermöglicht.
Hartmetalllegierung (WC-Co-Legierung): Im Allgemeinen als Hartmetall bezeichnet. Es handelt sich um einen Verbundwerkstoff, bei dem Karbide von Metallen der Gruppen IVa, Va und VIa des Periodensystems mit Metallen auf Eisenbasis wie Fe, Co und Ni gesintert werden. Es zeichnet sich durch hervorragende mechanische Eigenschaften wie Tief- und Hochtemperaturhärte (HRA von 80 bis 94), Festigkeit (Querbruchfestigkeit: ca. 2 GPa oder mehr) und Elastizitätsmodul (ca. 3-facher Wert von Eisen) aus.
PKD: Eine Abkürzung für polykristallinen Diamant. Es ist ein künstliches Mineral, das durch Sintern von Diamant-Mikrokristallen zusammen mit Metall- und Keramikpulvern bei hoher Temperatur und hohem Druck hergestellt wird. Während natürliche Diamanten monokristallin sind, sind die in PKD enthaltenen Diamanten polykristallin und haben eine hervorragende Wärmeleitfähigkeit und Härte.
CBN: Eine Abkürzung für kubisches Bornitrid. Es ist eine Verbindung, die aus Bor und Stickstoff besteht und in der Natur nicht vorkommt. Es ist das härteste Material neben Diamant. Was die Wärmebeständigkeitstemperatur betrifft, so beginnt PKD bei ca. 700°C und CBN bei ca. 1300°C zu oxidieren, sodass CBN für die Verarbeitung bei hohen Temperaturen besser geeignet ist.
Bedeutung von Prüfungen des Werkzeugverschleißes
Verschlissene oder ausgeschlagene Werkzeugklingen beeinträchtigen nicht nur die Bearbeitungsgenauigkeit und -geschwindigkeit, sondern führen aufgrund ihrer erhöhten Temperaturen auch zu Verformungen und Brüchen der Werkstücke. Auch verschlissene oder ausgeschlagene Werkzeugklingen führen zu Ausfällen von Bearbeitungsmaschinen. Die Betrachtung der Klingen, um den jeweiligen Zustand zu erfassen, steht daher in direktem Zusammenhang mit der Leistung des Schneidvorgangs.
So haben z. B. Einwegspitzen – die Schneiden von PKD- und CBN-Werkzeugen, die sich besonders für die Bearbeitung schwer zerspanbarer Werkstoffe eignen – eine Spanfläche zum Abführen der Späne und eine Freifläche zum Verhindern des Kontakts der Spitze mit der Schneidfläche. Hierbei hat die Winkelgenauigkeit dieser Flächen direkten Einfluss auf die Bearbeitungsgenauigkeit. Wird eine Spitze mit Krater- oder Flankenverschleiß weiter verwendet, nimmt die Schneidgenauigkeit ab, was zu fehlerhaften Produkten führt.
Eine regelmäßige Inspektion und ein optimales Management des Werkzeugverschleißes ermöglichen es daher, den Materialverlust und die vorausschauende Wartung von Schneidwerkzeugen zu reduzieren. Solche Reduzierungen tragen in hohem Maße zur Kostensenkung durch verbesserte Ausbringungsrate und zur Produktivitätssteigerung durch konstanten Einsatz der Schneidwerkzeuge bei.
Kontrolle der Verschleiß- und Standzeiten von Werkzeugen
Die Standzeiten von Werkzeugen variieren in Abhängigkeit von den Schnittbedingungen wie dem Material der Werkstücke, dem Bearbeitungsverfahren, der Bearbeitungsgeschwindigkeit und der Drehzahl. Wird beispielsweise eine höhere Drehzahl eingestellt, um den Vorschubbetrag der Werkzeugklinge zu erhöhen, erhöht sich nicht nur die Bearbeitungsgeschwindigkeit, sondern auch die Belastung der Schneide, was zu einem größeren Verschleiß führt. Im Gegensatz dazu erhöht das Einstellen einer niedrigeren Drehzahl, um den Vorschubbetrag der Werkzeugklinge zu verringern, die Standzeit der Klinge, reduziert jedoch die Bearbeitungsgeschwindigkeit.
Das Schneiden muss unter optimalen Bedingungen erfolgen, die ein ausgewogenes Verhältnis zwischen der Bearbeitungsgeschwindigkeit und der Klingenstandzeit gewährleisten. Die Betrachtung und Messung des Verschleißzustandes von Werkzeugen mithilfe von Mikroskopen zur Ableitung optimaler Schnittbedingungen kann als eines der wirksamen Mittel zur Erhöhung der Standzeiten von Werkzeugen und zur Verbesserung der Ausbringungsrate und der Produktionsleistung angesehen werden.
Aktuelle Beispiele für den Einsatz von Mikroskopen zur optimierten Messung und Prüfung von Werkzeugverschleiß
Die Genauigkeit lässt sich exakter kontrollieren, indem die 2D- und 3D-Formen der Werkzeuge vermessen und der Verschleiß durch Radiusmessung quantifiziert wird.
Tiefenscharfe Betrachtung und Messung von Werkzeugen und weiteren Produkten
Werkzeugklingen haben tiefe, dreidimensionale Formen. Anhand dieser Formen lassen sich Verschleiß und Fehler an der Klinge sowie der Zustand der Bearbeitungsfläche durch Betrachtung und Messung von den nächstgelegenen bis zu den entferntesten Bereichen überprüfen. Wenn bei dieser Prüfung nur ein Teil des Ziels fokussiert wird, muss der Fokus für jede Betrachtungsposition neu eingestellt werden, was mit einem hohen Zeitaufwand verbunden ist.
Das Digitalmikroskop der Modellreihe VHX verfügt über eine Tiefenzusammensetzung in Echtzeit, die sofort mehrere Fokuspositionen zusammensetzt, sodass selbst ein Objekt mit unebenen Oberflächen vollständig fokussiert werden kann. Darüber hinaus ermöglicht der integrierte Verstellmechanismus eine einfache Ausrichtung des Sichtfelds sowie die Drehung und Bewegung der Neigungsachse. Durch das euzentrische Design bleibt das Objekt auch bei geneigtem Objektiv im Sichtfeld, sodass selbst bei unterschiedlichen Proben der gleichen Ausschnitt aus der gleichen Position betrachtet werden kann. Dies reduziert nicht nur den Zeitaufwand für die Messung, sondern ermöglicht auch einen einfachen Probenvergleich.
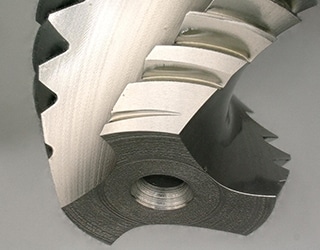

Links: normal, rechts: Tiefenzusammensetzung in Echtzeit


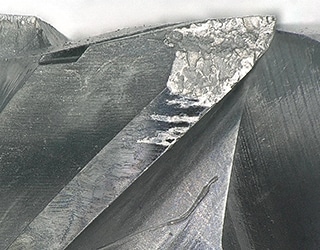
Keine Beeinträchtigung der Betrachtung und Messung durch glänzende Oberflächen
Werkzeuge sind aus polierten Metallen gefertigt und die Oberflächen ihrer Schneidspitzen haben einen noch stärkeren Glanz. Derartige Oberflächen verursachen starke Lichtreflexionen, wodurch Blendungen entstehen, die das Betrachten und Messen erschweren.
Als Gegenmaßnahmen zur Lichtreflexion ist das Digitalmikroskop der Modellreihe VHX mit einer Glanzlichtentfernung, einer Funktion zur Optimierung von ringförmigen Reflexionen und einer HDR-Funktion ausgestattet, die eine verbesserte Bildgebung von Oberflächenstrukturen ermöglicht.
Die Funktion zur Optimierung von ringförmigen Reflexionen entfernt ringförmige Reflexionen auf der Objektoberfläche. Indem mehrere Bilder aus unterschiedlichen Beleuchtungsrichtungen erfasst werden, wird eine Überbelichtung des Objekts vermieden.
Zudem erfasst die HDR-Funktion mehrere Bilder mit unterschiedlichen Belichtungszeiten, um ein Bild mit hoher Farbabstufung zu erhalten. Dies ermöglicht eine Betrachtung mit hoher Genauigkeit und hohem Kontrast.
Dank dieser Funktionen erleichtert die klare Bilderfassung mit reduzierter Lichtreflexion die Betrachtung und Messung von Metalloberflächen erheblich.

zur Optimierung von ringförmigen Reflexionen
sorgen für Bildaufnahmen ohne störende Reflexionen

Betrachtung der Oberflächenbeschaffenheit zu ermöglichen.
Betrachtung und 2D/3D-Messungen von Verschleiß und Absplitterungen mit nur einem System
Schaftfräser und Bohrerspitzen haben tiefe Formen und mögliche Absplitterungen müssen nicht nur in 2D, sondern auch in 3D gemessen werden.
Neben der 2D-Messung unterstützt das Digitalmikroskop der Modellreihe VHX auch die 3D-Messung. Diese ermöglicht die Betrachtung mit exakten 3D-Bildern, wodurch zuverlässigere Messergebnisse erzielt werden können. Mit der automatischen Einstellung ermöglicht die Modellreihe VHX eine Tiefenzusammensetzung selbst bei Aufnahmen aus einem Winkel. Kantenverschiebungen und Vibrationen, die während der Bildaufnahme auftreten können, werden automatisch korrigiert und das System erstellt ein tiefenscharfes Bild. Diese Korrektur ist auch auf Bilder anwendbar, die aus einem Winkel aufgenommen werden.
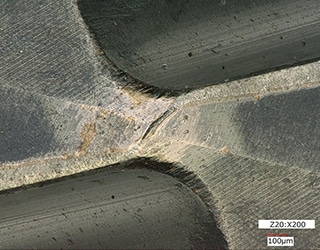

einer Einwegspitze
einer Bohrerspitze
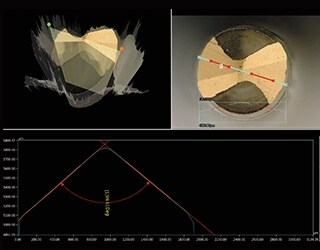
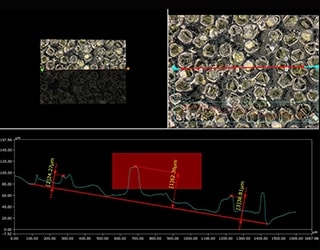
Betrachtung und Messung eines Diamantwerkzeugs (PKD-Werkzeug)
Diamantwerkzeuge (PKD-Werkzeuge) eignen sich für die Bearbeitung und das Hochglanzpolieren von Hartmetalllegierungen und die Bearbeitung von faserverstärkten Kunststoffen (FVK) und kohlenstofffaserverstärkten Kunststoffen (CFK). Sie zeichnen sich außerdem durch hohe Verschleißfestigkeit und lange Standzeiten im Vergleich zu konventionellen Werkzeugen aus Hartmetalllegierungen aus. Erreicht die Klingentemperatur hingegen ca. 700°C, werden die Kohlenstoffatome des Diamanten von Eisen absorbiert (Oxidation), was zu einem starken Verschleiß des PKD führt.
Mithilfe der 3D-Zusammensetzungsfunktion des Digitalmikroskops der Modellreihe VHX können Profilmessungen durchgeführt werden. Mit dieser Funktion lässt sich die Oberflächenform eines PKD-Werkzeugs nachvollziehen und es lassen sich nicht nur Absplitterungen, sondern auch der Verschleiß in Mikrometereinheiten messen.

Werkzeug-Standzeitmanagement durch Langzeitbetrachtung
Das Werkzeug-Standzeitmanagement ist für eine sichere Verarbeitung unerlässlich. In einigen Fällen ist es auch notwendig, die Schnittbedingungen zu überprüfen. Die Spitzen von Schneidwerkzeugen erfordern eine mikrometergenaue Kontrolle, wobei auch zwischen Verschleiß und anhaftenden Spänen oder Fremdkörpern zu unterscheiden ist.
Das Digitalmikroskop der Modellreihe VHX bietet Vergrößerungen von 0,1x bis 6000x. Mit der Modellreihe VHX können kleinste Risse und Fehler betrachtet werden. Zusätzlich zu diesen hohen Vergrößerungen ermöglicht die Modellreihe VHX eine hochauflösende 4K-Bilderfassung. Diese Bildgebungsfunktion erleichtert beispielsweise die Unterscheidung zwischen Verschleiß und anhaftenden Fremdkörpern.
Durch Langzeitbetrachtung des Zustands von Werkzeugspitzen anhand dieser erfassten Daten lassen sich der Verschleißfortschritt und das Muster von Fehlern wie Rissbildung nachvollziehen. Dadurch lässt sich die Standzeit des Werkzeugs durch die Ableitung optimaler Schnittbedingungen aus dem Fehlermuster verlängern und die Herstellung fehlerhafter Produkte verhindern.

- Links: geringe Vergrößerung
- Rechts: hohe Vergrößerung
Aktuelle Lösungen für die Messung und Prüfung von Schneidwerkzeugen
Die Modellreihe VHX ist ein leistungsfähiges Werkzeug, das Probleme beim Messen und Prüfen löst und die Arbeitseffizienz verbessert. Dies gelingt durch die klare Darstellung, dank der hochauflösenden 4K-Bilder, durch die Erfassung exakter quantitativer Daten mithilfe präziser Messungen und durch die Speicherung und Nutzung dieser Daten.
Die Modellreihe VHX verfügt über Funktionen, die die Werkzeugbetrachtung stark unterstützen, einschließlich einer Tiefenzusammensetzung in Echtzeit, die jeden beliebigen Bereich auch für tiefliegende Objekte vollständig fokussiert; ein euzentrischer Mechanismus, bei dem das Objekt auch bei geneigtem Objektiv im Sichtfeld bleibt und eine Funktion zur Glanzlichtentfernung, die für Bildaufnahmen ohne störende Reflexionen sorgt. Darüber hinaus stehen viele weitere Funktionen zur Verfügung, um den Anforderungen vor Ort an Schnelligkeit und Präzision gerecht zu werden, wie z. B. der optische Schatteneffekt-Modus und die Multi-Lighting-Funktion, welche die feinen Details unebener Oberflächen klar hervorheben, sowie die automatische Reproduktion verschiedener Einstellungen durch Auswahl zuvor gespeicherter Daten.
Für weitere Informationen zur Modellreihe VHX klicken Sie bitte auf die unten angezeigte Schaltfläche, um die Broschüre herunterzuladen. Für Anfragen klicken Sie bitte auf die entsprechende Schaltfläche, um KEYENCE zu kontaktieren.
