Messung von Hinterschneidungen
Mechanische Bauteile benötigen eine hohe Festigkeit sowie präzise Abmessungen, damit Maschinen und Anlagen wie vorgesehen funktionieren können. Diese strengen Anforderungen wirken sich jedoch stark auf die Kosten der Maschinen und Anlagen aus, da sie aus einer Vielzahl mechanischer Bauteile bestehen. Da die Leistung von Maschinen und Anlagen im Vordergrund steht, werden Kostenreduzierungen für mechanische Bauteile während der Konstruktionsphase oft nicht ausreichend berücksichtigt.
Hinterschneidungen werden genutzt, um Kosten zu senken und die Bearbeitung zu vereinfachen. Auf dieser Seite wird erklärt, was Hinterschneidungen sind und wie man sie nach der Bearbeitung misst. Darüber hinaus werden Lösungen für Herausforderungen vorgestellt, die bei häufig verwendeten Messmethoden auftreten.
- Was sind Hinterschneidungen?
- Arten von Hinterschneidungen
- Messung von Hinterschneidungen
- Herausforderung bei gängigen Messungen von Hinterschneidungen
- Lösung von Herausforderungen bei der Messung von Hinterschneidungen
- Zusammenfassung
Was sind Hinterschneidungen?
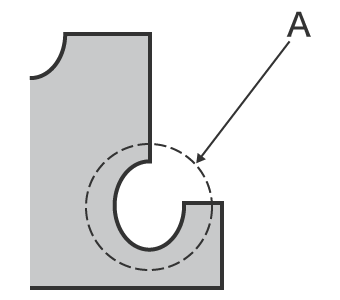
- A
- Hinterschneidung
Eine Hinterschneidung ist eine Aussparung, die in eine Ecke gefräst wird, wenn das Schneidmesser keine scharfe Kante erzeugen kann. Das Fräsen von Hinterschneidungen reduziert die Bearbeitungskosten und den Zeitaufwand.
Es gibt noch eine andere Art der Bearbeitung, die dem Hinterschneiden ähnelt: das Freischneiden. Hinterschneidungen werden in kleinen Bereichen, wie z. B. an scharfen Kanten, durchgeführt, während Freischnitte in einem größeren Bereich durchgeführt werden. Mit anderen Worten: Hinterschneidungen sind Teil des Freischneidens und werden manchmal als Freischnitte bezeichnet.
Arten von Hinterschneidungen
Hinterschneidungen und Freischnitte sind Konstruktionstechniken, die in einer Reihe von Fällen effizient eingesetzt werden können:
- wenn die Bearbeitungsstellen keine Passtoleranzen erfordern
- bei der Reduzierung von Graten bei der Innenverzahnung
- bei der Reduzierung von Prozessen, bei denen scharfe Kanten bearbeitet werden
Hinterschneidungen an Stellen, die keine Passtoleranz erfordern
Strenge Toleranzen erhöhen die Kosten für die Bearbeitung mechanischer Bauteile. Die folgenden Abbildungen zeigen zum Beispiel das Einsetzen einer Welle in Lager. In der „Vorher“-Abbildung wird eine strenge Toleranz auf die gesamte Welle angewendet. Diese Art der Konstruktion erschwert sowohl die Bearbeitung der Welle als auch das Einsetzen in die Lager, was zu erhöhten Kosten führt.
In solchen Fällen, wie in der „Nachher“-Abbildung gezeigt, sollte eine strenge Toleranz nur für die Eingriffsbereiche auf der Welle und den Lagern angewendet werden, und es sollten Hinterschneidungen hinzugefügt werden, um eine größere Toleranz für andere Abschnitte zu erhalten. Diese Konstruktion erleichtert die Bearbeitung und Montage und senkt die Gesamtkosten.
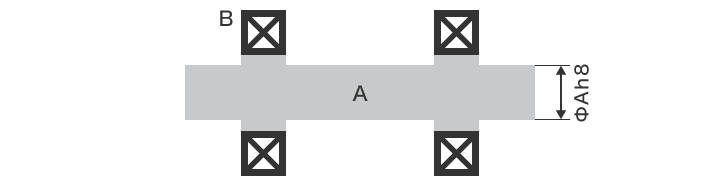
- A
- Welle
- B
- Lager
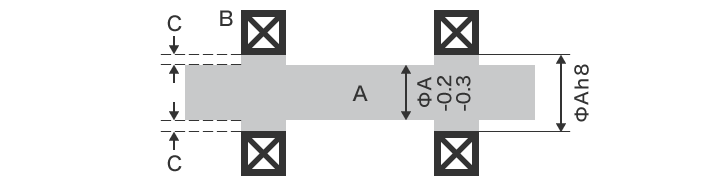
- A
- Welle
- B
- Lager
- C
- Hinterschneidung
Hinterschneidungen, die den Zeitaufwand für die Taschenbearbeitung reduzieren
Hinterschneidungen können in Konstruktionen angegeben werden, bei denen die Werkzeugform berücksichtigt wurde. Wenn eine Tasche wie unten gezeigt gefräst wird, mit der Anleitung in der „Vorher“-Abbildung, bleibt die runde Form der Klinge unvermeidlich in den Ecken. Um dies zu verhindern, ist es notwendig, ein noch kleineres Werkzeug zu verwenden, um die runde Form in den Ecken zu reduzieren. Die Bearbeitung mit einem Werkzeug mit kleinerem Durchmesser erfordert jedoch Zeit, was die Kosten wiederum erhöht. Wenn zum Beispiel eine Tasche gefräst werden muss, um rechtwinklige Ecken an einem Eingriffsbereich zu erhalten, ist eine zusätzliche Bearbeitung nach dem Fräsen erforderlich, was zu weiteren Kosten führt.
In diesen Fällen kann das Fräsen von Hinterschneidungen, wie in der „Nachher“-Abbildung gezeigt, die Bearbeitungszeit verkürzen. Durch Hinzufügen von Hinterschneidungen in den Ecken kann die runde Form des Werkzeugs, die in den Ecken verbleibt, ignoriert werden, sodass ein Werkzeug mit einem für die Bearbeitung geeigneten Durchmesser verwendet werden kann. Dies reduziert die Bearbeitungszeit und macht zusätzliche Bearbeitungen überflüssig, selbst in den Eingriffsbereichen von Produkten, die rechtwinklige Ecken haben, was zu einer erheblichen Kostenreduzierung führt.
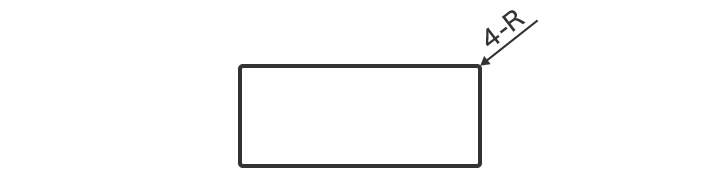
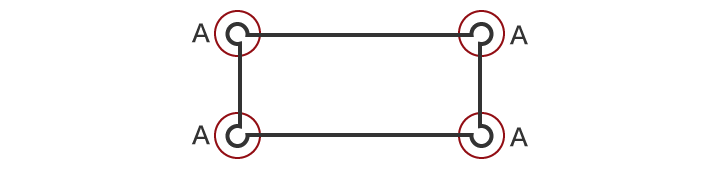
- A
- Hinterschneidung
Messung von Hinterschneidungen
Wie bereits erwähnt, kann das Hinzufügen von Hinterschneidungen die Kosten senken. Hinterschneidungen müssen natürlich Größen und Formen haben, die innerhalb der in den Konstruktionszeichnungen angegebenen Toleranzen liegen. Dies gilt insbesondere für Hinterschneidungen bei Präzisionsteilen mit Toleranzen von 0,5 mm oder weniger. Hinterschneidungen werden an vertieften Stellen gefräst und haben komplexe Formen. Das bedeutet, dass sie nur dann zur Kostensenkung eingesetzt werden können, wenn ihre korrekte Größe und Form überprüft wurde.
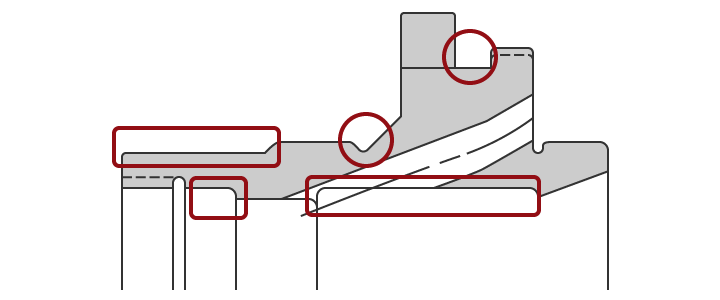
Die folgende Abbildung zeigt ein Beispiel für eine Zeichnung mit Hinterschneidungen oder Freischnitten. Wie in der Abbildung zu sehen ist, werden in Zeichnungen viele Hinterschneidungen festgelegt. Bearbeitete Produkte müssen gemessen werden, um zu bestätigen, dass alle Hinterschneidungen innerhalb der vorgegebenen Toleranzen liegen.
Herausforderung bei gängigen Messungen von Hinterschneidungen
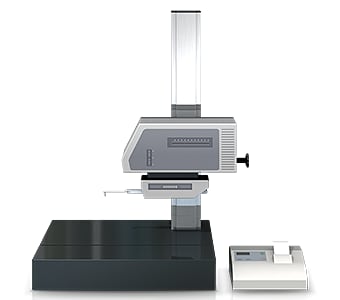
Zur Messung von Hinterschneidungen werden üblicherweise Profilmesssysteme herangezogen.
Ein Profilmesssystem oder Konturograph misst und erfasst das Profil eines Messobjekts, indem es dessen Oberfläche mit einem Taststift nachfährt.
In den letzten Jahren wurden Profilmesssysteme entwickelt, die mit einem Laser anstelle eines Taststifts komplexe Formen messen, indem sie das Profil berührungslos verfolgen. Einige Modelle sind sogar in der Lage, Messungen sowohl der Ober- als auch der Unterseite durchzuführen.
Herausforderungen bei der Messung von Hinterschneidungen mit einem Profilmesssystem
Bei der Messung von Hinterschneidungen mit einem Profilmesssystem ergeben sich die folgenden Herausforderungen:
- Die Messung erfordert viel Zeit, einschließlich der Zeit für die Befestigung des Messobjekts auf einer Vorrichtung und dessen Nivellierung. Außerdem sind Kenntnisse und Fähigkeiten im Umgang mit einem Profilmesssystem erforderlich, um ein Messobjekt präzise zu nivellieren.
- Bei der Messung von Hinterschneidungen an vertieften Stellen ist es schwierig, die gewünschte Messposition mit einem Taststift nachzuzeichnen. Schon eine leichte Verschiebung des Taststifts führt zu Abweichungen bei den Messwerten und damit zu einer nicht präzisen Messung.
- Es ist schwierig, eine Profillinie zu zeichnen, die durch den höchsten Punkt eines Zylinders verläuft.
- Der Taststift bewegt sich in einem Bogen auf und ab, der auf dem Drehpunkt des Tastarmes zentriert ist, und die Tastspitze bewegt sich auch in Richtung der X-Achse. Dies führt zu Fehlern in den Daten auf der X-Achse.
Lösung von Herausforderungen bei der Messung von Hinterschneidungen
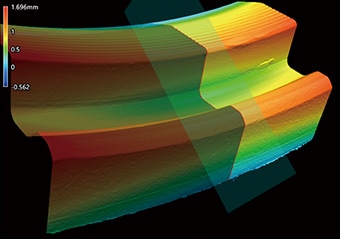
Bisher verwendete Werkzeuge zur Messung von Hinterschneidungen haben ihre Grenzen, da die Messung von dreidimensionalen Messobjekten und Flächen durch Punkt- oder Linienkontakt erfolgt. Dies führt zu unzuverlässigen Messergebnissen. Um diese Messprobleme zu lösen, hat KEYENCE das 3D-Profilometer der Modellreihe VR entwickelt, das die 3D-Form eines gesamten Messobjekts präzise erfassen kann, ohne die Oberfläche zu berühren. Die 3D-Form kann zudem durch einen 3D-Scan des Messobjekts auf dem Objekttisch in nur einer Sekunde mit hoher Präzision gemessen werden. Das System ist in der Lage, sofortige und quantitative Messungen durchzuführen, ohne fehlerhafte Messergebnisse zu erhalten. In diesem Abschnitt werden einige Vorteile der Modellreihe VR vorgestellt.
Vorteil 1: Messung von kleinen Hinterschneidungen mit komplexen Formen
Die Modellreihe VR misst die gesamte Oberfläche eines Objekts, um die Form zu erfassen und Daten über einen großen Bereich zu sammeln. Da das System die gesamte Form erkennt, ist eine präzise Messung auch bei kleinen Hinterschneidungen an vertieften Stellen möglich, die mit einem Taststift nur schwer zu erfassen sind. Alle Messdaten werden gespeichert und die gespeicherten Daten können mit anderen Daten oder mit 3D-Konstruktionsdaten verglichen werden.
Gängige Messgeräte benötigen viel Zeit und Mühe, um Hinterschneidungen an Stellen zu messen, die mit einem Taststift nur schwer zu erfassen sind. Die Modellreihe VR ist jedoch in der Lage, diese präzise zu messen.

Vorteil 2: Keine Abweichungen bei den Messergebnissen
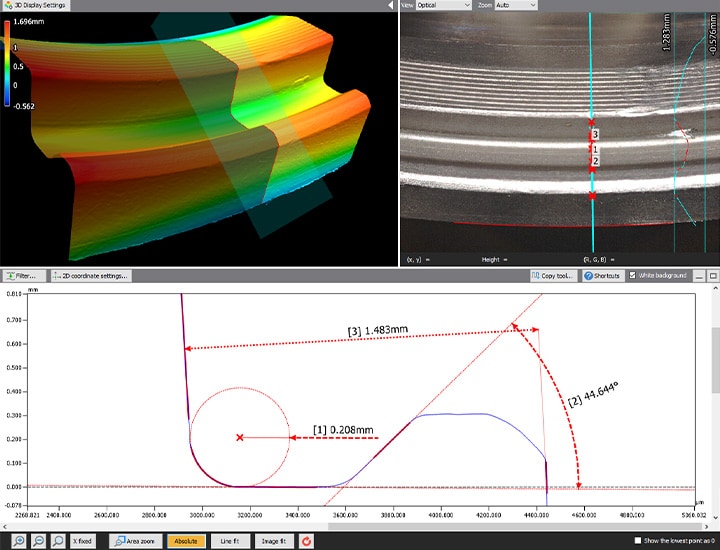
Eine Vielzahl von Messwerkzeugen ermöglicht es, Profillinien an beliebiger Stelle auf dem Objekt zu zeichnen, ohne dass die Messergebnisse variieren. Dazu gehört die Messung von Zylindern und senkrechten Profillinien.
Die Modellreihe VR ist in der Lage, schnell und präzise Hinterschneidungen für komplexe Formen zu messen, mit denen bisher verwendete Messsysteme Schwierigkeiten haben. Sobald ein Messobjekt gescannt wurde, kann sein Profil (Querschnitt) an jeder beliebigen Stelle gemessen werden, ohne dass das Messobjekt neu eingestellt werden muss. Dies ermöglicht auch Vergleiche mit früheren Daten, um die Unterschiede in der Form zu überprüfen, wenn ein Messobjekt die gleiche Form haben soll, aber in einer anderen Charge mit anderen Materialien unter anderen Verarbeitungsbedingungen hergestellt wurde.
Zusammenfassung
Die Modellreihe VR kann 3D-Messobjekte präzise und sofort mit hoher Geschwindigkeit messen, ohne das Messobjekt zu berühren. Die Messung kann in kürzester Zeit abgeschlossen werden, selbst bei schwierigen Messungen wie der Tiefe und Breite von kleinen Hinterschneidungen oder Aussparungen. Die Modellreihe VR löst viele Herausforderungen, die bei gängigen Messgeräten auftreten können.
- Da die gesamte Oberfläche erfasst wird, kann die Modellreihe VR problemlos Hinterschneidungen mit komplexen Formen messen. Auch die höchsten und niedrigsten Punkte können gemessen werden.
- Dies verhindert durch menschliche Faktoren bedingte Abweichungen und ermöglicht so eine zuverlässige quantitative Messung.
- Es sind weder Positionierung noch andere Vorbereitungen erforderlich. Anwender können einfach das Messobjekt auf den Objekttisch platzieren und die Aufnahme per Klick starten. Damit muss für die Messung kein Fachpersonal mehr herangezogen werden und es werden Schwankungen in den Messwerten vermieden.
- 3D-Formen können mit hoher Geschwindigkeit und Präzision gemessen werden. Dadurch ist es möglich, eine große Anzahl von Messobjekten in kurzer Zeit zu messen, was zur Qualitätsverbesserung beiträgt.
Dieses System ermöglicht auch Vergleiche mit früheren 3D-Messdaten und CAD-Daten sowie eine einfache Datenanalyse, wie z. B. die Verteilung innerhalb der Toleranzen. Es kann effektiv für eine Vielzahl von Zwecken eingesetzt werden, einschließlich Produktentwicklung, Trendanalysen in der Produktion und Stichprobenprüfungen.
