
Maßhaltigkeitsprüfung von Prüfvorrichtungen für großformatige Teile

Die Maßhaltigkeit von Prüfvorrichtungen hat großen Einfluss auf die Effizienz der Maßprüfung von Teilen. Bisher wurden die Formen von Prüfvorrichtungen mit Handmessmitteln wie Kegelmessgeräten und Messuhren gemessen, und die dreidimensionalen Formen von Prüfvorrichtungen wurden mit Layoutmaschinen und 3D-Koordinatenmessgeräten gemessen. Diese Messgeräte reichten jedoch nicht aus, um Anforderungen wie die Messung größerer Prüfvorrichtungen und eine schnellere Konstruktion bei gleichbleibender Maßgenauigkeit zu erfüllen.
Dieser Abschnitt befasst sich mit den Anwendungen von Prüfvorrichtungen, die für die Messung erforderlich sind und mit der Verbesserung der Effizienz der Maßhaltigkeitsprüfung dieser Vorrichtungen, die die Effizienz der Prüfung stark beeinflusst. Es wird die Notwendigkeit der Maßhaltigkeitsprüfung von Prüfvorrichtungen und Messpunkten erläutert und es werden Beispiele zur Effizienzsteigerung dieser Messungen vorgestellt.
- Was ist eine Prüfvorrichtung?
- Beispiele für die Maßhaltigkeitsprüfung großformatiger Teile mit Hilfe von Prüfvorrichtungen
- Notwendigkeit der Maßhaltigkeitsprüfung von Prüfvorrichtungen für großformatige Teile
- Maßhaltigkeitsprüfung von Prüfvorrichtungen für großformatige Teile
- Probleme der Maßhaltigkeitsprüfung von Prüfvorrichtungen für großformatige Teile und ihre Lösungen
- Optimierung der Maßhaltigkeitsprüfung von Prüfvorrichtungen für großformatige Teile

Was ist eine Prüfvorrichtung?

Eine Prüfvorrichtung wird zur Prüfung eines Teils verwendet. Sie werden verwendet, um die Genauigkeit von Teilen, wie z. B. ihre Abmessungen und Formen, zu prüfen oder zu verifizieren und werden auch als Lehren und Kontrollvorrichtungen bezeichnet. Prüfvorrichtungen werden für verschiedene Anwendungen entwickelt, z. B. für Maße, Winkel, Formen und Passungen. Sie werden jedoch alle verwendet, um zu beurteilen, ob Maßtoleranzen und Form- und Lagetoleranzen mit den Konstruktionswerten übereinstimmen. Es gibt auch Prüfvorrichtungen, mit denen mehrere Prüfungen, wie z. B. Maße und Winkel oder Form und Passung, gleichzeitig mit einer einzigen Vorrichtung durchgeführt werden können.
Üblicherweise werden Prüfvorrichtungen für komplizierte Formen verwendet, die mit Handmessmitteln wie Messschiebern und Mikrometerschrauben nicht gemessen werden können. Dadurch werden Messwertschwankungen und Zeitunterschiede zwischen den Bedienern reduziert und eine effiziente Pass/Fail-Beurteilung der Teile ermöglicht. Auf diese Weise unterstützen diese Vorrichtungen einen stabilen Linienbetrieb und tragen zur Kostenreduzierung bei.
Beispiele für die Maßhaltigkeitsprüfung großformatiger Teile mit Hilfe von Prüfvorrichtungen
Bei der Maßhaltigkeitsprüfung mit Hilfe von Prüfvorrichtungen wird das Teil mit Hilfe von Positionierungsstiften (Referenzstiften) und Führungen positioniert. Anschließend werden die Unterschiede in den Abmessungen zwischen dem Teil und der Prüfvorrichtung gemessen. Zur Positionierung werden großformatige Teile an mehreren anderen Stellen als den Positionierungsstiften und Führungen eingespannt und fixiert. Anschließend werden die Maße gemessen. Für jedes Teil gibt es eine andere Prüfvorrichtung. Diese Vorrichtungen werden für die Messung verschiedener Teile verwendet. In diesem Abschnitt werden Beispiele für die Maßhaltigkeitsprüfungen mit Prüfvorrichtungen vorgestellt. Die Beispiele beziehen sich auf Automobilteile.
Türrahmen

- A
- Türrahmen
Der Türrahmen ist der Fensterrahmen der Tür. Er hat die Aufgabe, die Steifigkeit der Karosserie zu gewährleisten, Glas zu halten und das Eindringen von Wasser zu verhindern. Bei einer Vollpaneeltür wird der Türrahmen zusammen mit dem Türkörper geformt, wodurch ein Paneel mit einer großen dreidimensionalen Form entsteht. Bei der Herstellung von Türrahmen mit Vollpaneeltüren werden Bearbeitungsmethoden wie die Tailored-Blank-Bauweise und das Laserlötschweißen eingesetzt. Prüfvorrichtungen werden zur Kontrolle der Bearbeitungsgenauigkeit dieser Methoden verwendet.
Längsträger

- A
- Längsträger
Links und rechts an der Unterseite der Karosserie befinden sich die Längsträger, die das Skelett des Fahrgestells bilden. Bei einem Fahrzeug in Elementbauweise sind die Längsträger mit dem Bodenblech verschweißt. Ein Längsträger besteht aus einem vorderen Längsträger, einem Bodenlängsträger und einem hinteren Längsträger. Der linke und der rechte Längsträger sind durch einen Querträger verbunden, der die Karosserie verstärkt und für Torsionssteifigkeit sorgt. Die Elemente werden zusammengeschweißt, sodass die Ausrichtung der einzelnen Elemente und ihre Form als Baugruppe geprüft werden.
Instrumententafel

In der Instrumententafel sind Anzeigen und Airbagsysteme untergebracht. Im Allgemeinen bezeichnet dieser Begriff die gesamte Tafel, einschließlich der Beifahrerseite. In großen Fahrzeugen übersteigt die Breite der Instrumententafel 2 m. Die meisten dieser Platten sind großformatige Produkte aus Kunststoff, die im Spritzgussverfahren hergestellt werden. In diesen Platten können Verformungen aufgrund von Formfehlern während der Formgebung oder durch die Abkühlung nach der Formgebung auftreten. Bei der Herstellung von Armaturenbrettern für große Fahrzeuge werden daher Inspektionen durchgeführt, um verzogene und verzerrte Formen zu erfassen, um Probleme bei der Montage in späteren Prozessen zu vermeiden.
Notwendigkeit der Maßhaltigkeitsprüfung von Prüfvorrichtungen für großformatige Teile
Einige Prüfvorrichtungen für großformatige Teile werden zur Kontrolle und Überprüfung der Genauigkeit von Einzelteilen verwendet. Einige Prüfvorrichtungen für großformatige Teile werden verwendet, um die Genauigkeit von Baugruppen zu überprüfen, die aus Kombinationen von Einzelteilen hergestellt wurden.
In den letzten Jahren haben Verbesserungen in der Presstechnik und der Technologie des Kunststoffspritzgießens dazu geführt, dass die Größe von Einzelteilen zugenommen hat. Bei Teilen, die durch die Kombination dieser Einzelteile entstehen, besteht das Problem, dass sich kleinere Fehler in den einzelnen Komponenten zu einem größeren Fehler in der Endmontage summieren. Daher sind auch die Anforderungen an die Maß- und Formgenauigkeit von Prüfvorrichtungen gestiegen. Es ist wichtig, Prüfvorrichtungen nicht nur bei der Herstellung zu messen, sondern auch regelmäßig während der Verwendung, um Maß- und Formänderungen zu überprüfen.
Maßhaltigkeitsprüfung von Prüfvorrichtungen für großformatige Teile
Da die Positionsgenauigkeit einer Prüfvorrichtung wichtig ist, muss die Messung ihrer Form- und Lagetoleranzen gleichzeitig mit ihren Abmessungen durchgeführt werden. In diesem Abschnitt wird die Messung einer Prüfvorrichtung für ein Teil mit einer Freiformkurve (wie z. B. ein Türrahmen) als Beispiel verwendet, um wichtige Punkte zu erläutern.
Messpunkte
Es ist wichtig, Formtoleranzen wie das Profil und die Ebenheit der Abschnitte der Prüfvorrichtung zu messen, die mit dem Teil in Kontakt sind. Auch bei Vorrichtungen, die zur Prüfung von zusammengeschweißten Teilen verwendet werden, ist es unerlässlich, Werte wie die Positionen und Koordinaten der Klemmen und ähnlicher Elemente zu messen. Darüber hinaus erfordern Vorrichtungen, die zur Überprüfung der Form von großen Teilen verwendet werden, eine Formgenauigkeit, die mindestens so hoch ist wie die des entsprechenden Teils. Ein Vergleich mit den CAD-Daten dient der Beurteilung, ob die gemessenen Werte mit den Entwurfswerten übereinstimmen. Außerdem müssen die Inspektionsergebnisse für das Management ausgegeben werden.
Rahmenmessung, Profilmessung und CAD-Vergleich
Das Profil der Rahmenmesslehre, mit der der Rahmen befestigt wird, wird gemessen.
Bei einem Messgerät zur Messung eines Türrahmens beispielsweise beträgt die Länge einer Seite einige Meter, so dass schon ein kleiner Fehler die Prüfung beeinträchtigt und zu Fehlern führt. Außerdem beeinträchtigen Fehler im Türrahmen die Funktionsgenauigkeit der Tür, die später angebracht werden soll. Deshalb muss das Profil der Rahmenmesslehre unbedingt genau gemessen werden.
Diese Aussage gilt auch für großformatige Kunststoffprodukte, die aus einer großen Anzahl gekrümmter Oberflächen bestehen. Bei den Vorrichtungen, die zur Prüfung solcher Produkte verwendet werden, ist es notwendig, die Maßgenauigkeit jedes einzelnen Teils, abgesehen vom Profil, zu überprüfen. Eine Möglichkeit, diese Genauigkeit zu überprüfen, sind Berechnungen durch Vergleiche zwischen den CAD-Daten und den digitalen Daten, die aus den Unterschieden zwischen den gemessenen Werten und den Entwurfswerten gewonnen werden.
Koordinaten- und Positionsmessung von Prüfvorrichtungen
Prüfvorrichtungen für den Rahmen, wie z. B. Längsträger, messen die Koordinaten und Positionen der Positionierungsstifte und Klammern. Die geringe Genauigkeit der Koordinaten und Positionen der Positionierungsstifte und Klemmen macht es unmöglich, die richtige Form des Teils zu messen. Insbesondere bei Prüfvorrichtungen für Rahmen, die durch Schweißen, Schrauben oder ähnliche Methoden zusammengesetzt werden, kann ein kleiner Fehler die Genauigkeit der Prüfvorrichtung stark beeinträchtigen. Ein wichtiger Punkt ist daher die Überprüfung, ob die Koordinaten und Positionen der Positionierungsstifte und Klemmen innerhalb ihrer Toleranzen liegen.
Ausstellen von Prüfberichten
Die Prüfberichte bescheinigen die Qualität des Endprodukts. Zudem bescheinigen sie, dass das gelieferte Produkt in den geforderten Maßen fertiggestellt wurde und dass das Produkt den verschiedenen Normen entspricht. Sie enthalten auch Daten wie die bei der Messung der Prüfvorrichtung verwendeten Messgeräte und die gemessenen Werte.
Durch die einfache Überprüfung des Prüfberichts kann davon ausgegangen werden, dass das Produkt die Prüfung zum Zeitpunkt der Auslieferung bestanden hat, wodurch sich der Arbeitsaufwand für die Prüfung erheblich verringert. Die Methode der Qualitätsprüfung steht in direktem Zusammenhang mit dem Umfang der Prüfarbeiten und deren Kosten, sodass die Ausstellung eines Prüfberichts einen großen Vorteil darstellt.
Probleme der Maßhaltigkeitsprüfung von Prüfvorrichtungen für großformatige Teile und ihre Lösungen
Die Koordinaten, Positionen und Profile von Positionierstiften und Klemmen sind wichtig für die Maßhaltigkeitsprüfung von Prüfvorrichtungen für großformatige Teile. Für diese Messungen sind in der Regel dreidimensionale Kontrollelemente und eine Genauigkeit in der Größenordnung von Mikrometerschrauben erforderlich, so dass die Leistungsfähigkeit von Handmessmitteln in diesen Situationen begrenzt ist. Daher werden für diese Messungen häufig Layout-Maschinen und Messarme verwendet.
Es ist jedoch sehr aufwändig, große Teile von der Produktionsstätte zur Layout-Maschine zu bringen, wo sie gemessen werden können. Diese Methode birgt auch das Problem, dass keine zeitnahe Messung möglich ist, wenn eine Messung vor Ort erforderlich ist. Wird ein Messarm verwendet, muss es aufgrund seines kleinen Messbereichs während der Messung bewegt werden. Außerdem muss der Bediener hochqualifiziert sein.


Um diese Probleme zu lösen, werden in immer mehr Fällen die neuesten 3D-Koordinatenmessgeräte eingesetzt. Das Mobile 3D-Koordinatenmessgerät der Modellreihe WM von KEYENCE ermöglicht mit dem kabellosen Messtaster eine hochpräzise Messung von positionsbezogenen Elementen für Klemmen und Positionierstiften, die über einen großen Bereich auf Prüfvorrichtungen angebracht sind. Selbst vertiefte Bereiche können ohne Bewegungseinschränkungen innerhalb des Messbereichs erreicht werden, was eine einfache Messung durch eine einzelne Person ermöglicht, indem Abschnitte einfach mit dem Messtaster angetastet wird. Im Gegensatz zu Messungen mit Handmessmitteln wie Maßbändern, Messschiebern und Messuhren variieren die Ergebnisse nicht, was eine quantitative Messung ermöglicht. Darüber hinaus können Messungen direkt in drei Dimensionen auf der Grundlage von virtuellen Referenzlinien durchgeführt werden, wodurch nicht nur die Abmessungen, sondern auch Form- und Lagetoleranzen mit hoher Zuverlässigkeit gewährleistet werden.


Rahmenmessung, Profilmessung und CAD-Vergleich
Die Prüfvorrichtungen für großformatige Teile sind über einen Meter groß und verwenden viele Freiformkurven. Daher sind sie mit Handwerkzeugen nur schwer zu messen. Außerdem werden die Unterschiede in den Abmessungen zwischen der Prüfvorrichtung und ihrem Teil mit Kegellehren und Fühlerlehren gemessen. Dies ist ein Beispiel dafür, wie notwendig es ist, sich auf Prüfungen zu verlassen, die von den Techniken erfahrener Mitarbeiter abhängen.
Mit der Modellreihe WM ist es möglich, dass eine einzelne Person quantitative Messungen ohne Abweichungen durch einfaches Antasten der Messpunkte mit dem Messtaster durchführen kann. Die 3D-Positionskoordinaten der einzelnen Teile der Prüfvorrichtung und ihr Installationswinkel können auch durch einfaches Antasten mit dem Messtaster gemessen werden. Darüber hinaus können auch das Profil und ähnliche Komponenten genau gemessen werden. Dies ermöglicht es dem Bediener, wichtige Messungen, die mit üblichen Messgeräten durchgeführt wurden, zu messen und gleichzeitig die Messpunkte intuitiv auf dem Monitor zu überprüfen. Die Modellreihe WM speichert die Messergebnisse sofort als Daten und ermöglicht so die Vergleichsmessung von Messobjekten und Formen, die aus einer 3D-CAD-Datei importiert wurden, sowie die Ausgabe der Messergebnisse als CAD-Daten. Darüber hinaus ist die Modellreihe WM tragbar und erfüllt damit die Anforderung, die 3D-Montagegenauigkeit vor Ort zu messen, was mit herkömmlichen 3D-Koordinatenmessgeräten nicht möglich ist.



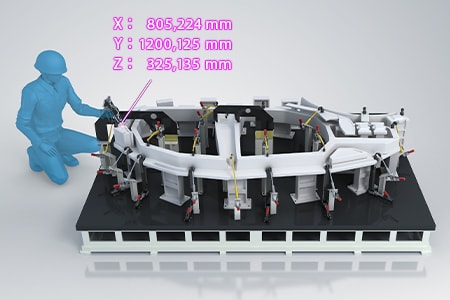
3D-Koordinatenmessung von Prüfvorrichtungen für Gussteile in der Automobilindustrie
Die Messung von gegossenen Automobilteile und andere großformatigen Teilen mit unregelmäßigen Formen mit Handmessmitteln erweist sich als schwierig. Daher werden spezielle Prüfvorrichtungen entwickelt und hergestellt, um die Maßgenauigkeit zu gewährleisten. Die Prüfvorrichtungen selbst haben komplizierte Formen, sodass es wichtig ist, sie zu erstellen und dabei die dreidimensionalen Positionsbeziehungen zwischen allen passenden Teilen zu bestimmen.
Mit der Modellreihe WM ist es möglich, die 3D-Koordinatenpositionen selbst von großen Prüfvorrichtungen mit komplizierten Formen durch einfaches Antasten der Messpunkte mit dem Messtaster zu messen. Dieses Messgerät ist tragbar, sodass es in der Nähe des Ortes, an dem die Vorrichtung errichtet wird, aufgestellt und sofort mit der Messung vor Ort begonnen werden kann. Die Messergebnisse werden auch in Echtzeit auf dem kleinen Monitor am Messtaster angezeigt, so dass ein einziger Bediener sofort problemlos Messungen durchführen und gleichzeitig Abweichungen von den Entwurfswerten überprüfen kann.


Ausstellen von Prüfberichten
Die Modellreihe WM kann Messergebnisse in Prüfberichten verwenden.
Durch die Aufnahme von Messwerten und Fotos der Messpunkte in den Prüfbericht wird die Situation bei der Messung sehr deutlich. Diese Berichte tragen auch erheblich zur Vereinfachung der Bestätigungsarbeit bei der Lieferung und Abnahme von Produkten bei.

Die Modellreihe WM extrahiert aus den gespeicherten Daten automatisch die für das Qualitätsmanagement erforderlichen Daten. So können die gemessenen Werte zusammen mit den Bildern des gemessenen Produkts leicht überprüft werden. Zudem können Messergebnisse automatisch in Prüfberichte verwandelt werden. Die Prüfberichte sind zur besseren Verständlichkeit mit Fotos versehen. Da das Rich-Text-Format (RTF) verwendet wird, können Benutzer diese Berichte flexibel bearbeiten.
Optimierung der Maßhaltigkeitsprüfung von Prüfvorrichtungen für großformatige Teile
Die Modellreihe WM ermöglicht die Messung von Prüfvorrichtungen für großformatige Teile durch eine einzelne Person, indem die Messobjekte mit dem kabellosen Messtaster einfach angetastet werden. Zusätzlich zu den oben vorgestellten Leistungsmerkmalen bietet die Modellreihe WM folgende Vorteile:

- Hochpräzise Messung über einen großen Bereich
- Ein großer Messbereich bis zu 25 m kann mit hoher Genauigkeit gemessen werden. Die Modellreihe WM ist mit dem Navigationsmessmodus ausgestattet, der die Messung am selben Punkt nach einem gespeicherten Messverfahren ermöglicht, sodass jeder die gleichen Messdaten erhalten kann.

- Messergebnisse können als 3D-Modelle ausgegeben werden.
- Gemessene Elemente können als STEP/IGES-Datei exportiert werden. 3D-CAD-Daten können auf der Grundlage der Messergebnisse eines tatsächlichen Produkts erstellt werden, auch wenn keine Zeichnung vorhanden ist.

- Leicht verständliche Schnittstelle
- 3D-Koordinatenmessgeräte arbeiten oft mit komplizierten und ungewohnten Befehlen. Die Modellreihe WM bietet eine intuitive und für jeden leicht verständliche Bedienung mit Bildern und Symbolen.

- Das tragbare Gehäuse kann vor Ort platziert werden
- Die Haupteinheit kann auf dem Rollwagen bewegt werden. Die Modellreihe WM kann auf die Baustelle gebracht werden und misst umgehend den Stand der Arbeiten.
Die Modellreihe WM unterstützt in hohem Maße die Analyse, z. B. den Vergleich mit 3D-CAD-Daten, sowie die Maßhaltigkeitsprüfung von Prüfvorrichtungen für großformatige Teile. Sie verbessert die Effizienz der Herstellung von Prüfvorrichtungen und der für ihre Installation und Wartung erforderlichen Arbeiten erheblich.
